O que é forjamento de aço e como funciona o processo
Forjamento de aço é um processo de fabricação no qual tarugos ou barras de aço sólido são moldados sob força de compressão - usando martelos, prensas ou matrizes - para produzir peças com propriedades mecânicas superiores em comparação com alternativas fundidas ou usinadas. O resultado é uma estrutura de grãos que segue os contornos da peça, proporcionando resistência à tração normalmente 20–40% maior do que componentes equivalentes de aço fundido. Se você precisa de peças que suportam fadiga, impacto ou carga cíclica – bielas, virabrequins, flanges, engrenagens – o forjamento geralmente é o caminho mais confiável para chegar lá.
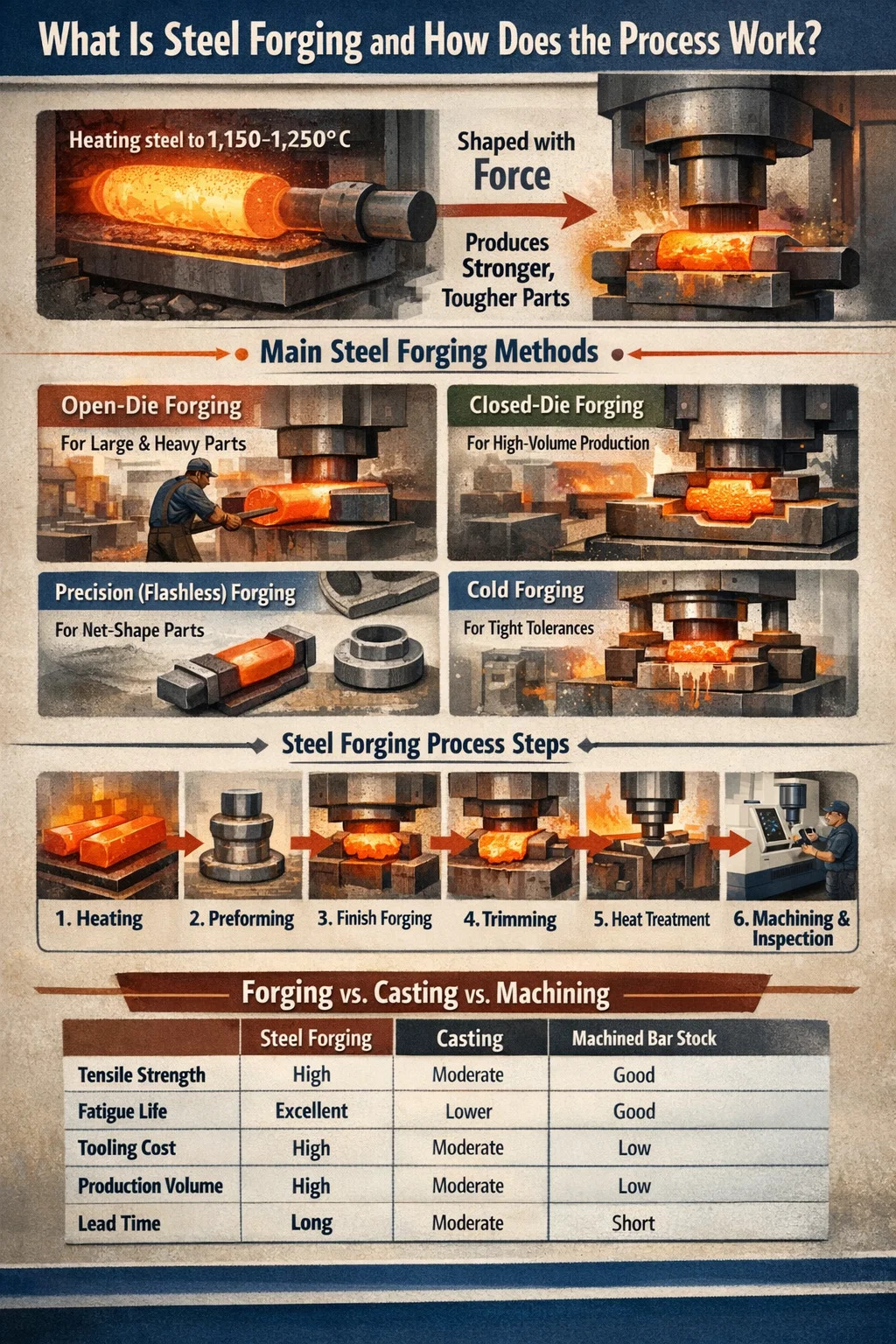
Basicamente, o processo envolve aquecer o aço a uma faixa de temperatura específica (geralmente entre 1.100°C e 1.250°C para aços carbono e ligas) e, em seguida, aplicar força para deformar plasticamente o material no formato desejado. A temperatura elevada reduz a tensão de fluxo e melhora a ductilidade, tornando o metal mais fácil de moldar sem rachar. Depois de resfriada, a peça forjada passa por tratamento térmico pós-processamento, usinagem e inspeção antes do envio.
O forjamento de aço não é uma técnica única. Ele se ramifica em vários métodos distintos, cada um adequado para diferentes geometrias, volumes e requisitos de tolerância. Compreender como cada método funciona – e onde ele falha – é o ponto de partida para qualquer engenheiro ou comprador que esteja tentando tomar a decisão certa em um projeto de forjamento.
Principais métodos de forjamento de aço e quando usar cada um
Cada método de forjamento de aço produz peças com diferentes tolerâncias dimensionais, condições de superfície e custos de ferramentas. A escolha incorreta adiciona custos, prolonga os prazos de entrega ou resulta em peças que necessitam de usinagem secundária excessiva.
Forjamento em matriz aberta
O forjamento em matriz aberta (também chamado de forjamento livre ou forjamento de ferreiro) usa matrizes planas ou de formato simples que não envolvem totalmente a peça de trabalho. O aço é manipulado entre as matrizes por meio de uma série de compressões, alongamentos e rotações. Este é o método usado para grandes eixos, cilindros, anéis e lingotes – peças que podem pesar de alguns quilogramas a mais de 200 toneladas.
O forjamento em matriz aberta é a escolha certa quando o tamanho da peça excede a capacidade das matrizes fechadas ou quando as quantidades de produção são muito baixas para justificar ferramentas caras. As tolerâncias dimensionais são mais amplas (normalmente ±3–6 mm), portanto, espera-se uma usinagem significativa posteriormente. Classes de aço como 4140, 4340 e 316 inoxidáveis são rotineiramente processadas dessa forma para indústrias de petróleo e gás, geração de energia e equipamentos pesados.
Forjamento em matriz fechada (forjamento em matriz de impressão)
O forjamento em matriz fechada usa um conjunto combinado de matrizes com uma cavidade usinada no formato aproximado da peça acabada. O tarugo aquecido é colocado entre as matrizes e a força é aplicada até que o aço preencha completamente a cavidade, com o excesso de material fluindo como rebarbas ao redor da linha de partição. O flash é posteriormente cortado.
Este método produz tolerâncias mais restritas (normalmente ±0,5–1,5 mm dependendo da complexidade e do tamanho da peça), melhor acabamento superficial e geometria mais consistente do que o trabalho em matriz aberta. Os custos de ferramentas são altos – um conjunto completo de matrizes para uma peça de média complexidade pode custar de US$ 15.000 a US$ 80.000 ou mais – portanto, o forjamento em matriz fechada faz sentido do ponto de vista econômico, principalmente para volumes de produção médios a altos. Bielas automotivas, cubos de rodas e corpos de válvulas são aplicações clássicas.
Forjamento sem flash (precisão)
O forjamento sem rebarba elimina a rebarba controlando com precisão o volume do tarugo e a geometria da matriz para que o material preencha a cavidade sem transbordar. O resultado é uma peça com formato líquido ou quase líquido que requer usinagem pós-forjamento mínima. Tolerâncias tão estreitas quanto ±0,1–0,3 mm são alcançáveis.
Este processo exige preparação precisa do tarugo e maior investimento em ferramentas, mas economias de material de 10 a 20% em comparação com o forjamento convencional em matriz fechada o tornam atraente para a produção em alto volume de peças complexas como engrenagens, engrenagens cônicas e componentes de suspensão.
Forjamento de rolo
O forjamento por rolo passa uma barra de aço aquecida entre dois rolos com ranhuras moldadas, reduzindo sua seção transversal e alongando-a simultaneamente. É normalmente usado como uma etapa de pré-formação antes do forjamento em matriz fechada, mas também é usado como um processo final para eixos cônicos, molas de lâmina e componentes ferroviários. A natureza contínua do processo o torna altamente eficiente para peças alongadas.
Forja perturbada
O forjamento revirado aumenta a área da seção transversal de uma barra ou haste de aço, comprimindo-a ao longo de seu eixo, encurtando o comprimento e aumentando o diâmetro em uma zona específica. Parafusos, pinos, válvulas e eixos flangeados são produzidos desta forma. As máquinas de forjamento recortado de alta velocidade podem produzir milhares de peças por hora, tornando este um dos métodos de forjamento mais produtivos para fixadores e ferragens semelhantes.
Forjamento a Frio
Ao contrário dos métodos acima, o forjamento a frio é realizado à temperatura ambiente ou próximo a ela. O aço endurece durante o processo, o que na verdade aumenta a dureza e a resistência da superfície. As tolerâncias são excepcionalmente restritas (±0,05–0,1 mm) e o acabamento superficial é excelente, muitas vezes eliminando a necessidade de qualquer torneamento ou retificação. A desvantagem é a necessidade de maiores forças de prensagem e limitações na geometria da peça e no tipo de aço. Os aços de baixo e médio carbono são mais adequados para forjamento a frio.
Passo a passo: como o forjamento de aço é feito na prática
Conhecer as etapas do processo é importante, quer você esteja projetando uma peça para forjabilidade ou auditando a área de produção de um fornecedor. Veja como uma sequência padrão de forjamento de aço em matriz fechada vai da matéria-prima até a peça acabada.
- Seleção de materiais e preparação de tarugos: O tipo de aço apropriado é selecionado com base nos requisitos de propriedades mecânicas da peça acabada. As classes comuns incluem 1045 (médio carbono, industrial geral), 4140 (cromo-molibdênio, alta resistência), 4340 (níquel-cromo-molibdênio, aeroespacial) e inoxidável 17-4 PH (resistente à corrosão, alta resistência). O estoque da barra ou tarugo é cortado no volume calculado - ligeiramente superdimensionado para compensar a perda de rebarbas e incrustações.
- Aquecimento: Os tarugos são carregados em um forno a gás ou de indução e levados à temperatura desejada de forjamento. Para a maioria dos aços carbono e ligas, essa temperatura é de 1.150–1.250°C. A uniformidade da temperatura em toda a seção transversal do tarugo é crítica – um gradiente de temperatura superior a 50°C pode resultar em rachaduras ou preenchimento incompleto da matriz. O aquecimento por indução é preferido para um controle rígido da temperatura e formação reduzida de incrustações.
- Descalcificação: O aço quente desenvolve uma camada de incrustações de óxido durante o aquecimento. Antes do forjamento, essa incrustação é removida por jatos de água de alta pressão (normalmente 100–200 bar) ou por um primeiro golpe leve na matriz, que quebra a incrustação e evita que ela seja pressionada na superfície da peça, causando defeitos superficiais.
- Pré-formação (se necessário): Peças complexas geralmente requerem uma ou mais etapas de pré-formação para redistribuir a massa metálica mais próxima da forma final antes da impressão da matriz de acabamento. Isto reduz o desgaste da matriz e melhora o fluxo do metal no golpe final. A pré-formação é feita em cavidades separadas na mesma prensa ou martelo.
- Acabamento de forjamento: O tarugo pré-formado é transferido para a cavidade da matriz de acabamento e golpeado - seja por um martelo (martelo gravitacional ou a vapor que aplica golpes repetidos) ou uma prensa (prensa mecânica ou hidráulica que fornece um golpe único controlado). O aço preenche a cavidade completamente e a rebarba é extrudada ao redor da linha de partição.
- Corte de flash: Ainda quente (ou após o resfriamento, para prensas de corte), o forjado é colocado em uma matriz de corte e a rebarba é perfurada em um único golpe. Para peças de precisão, o forjamento aparado pode ser refeito em uma matriz de dimensionamento enquanto ainda está quente para corrigir qualquer retorno elástico e melhorar a precisão dimensional.
- Tratamento térmico: Dependendo do tipo de aço e dos requisitos de propriedades mecânicas finais, as peças forjadas passam por normalização, recozimento, têmpera e revenido ou tratamento de solução e envelhecimento. A têmpera e o revenido do aço 4140, por exemplo, podem levar a resistência à tração de 655 MPa (normalizada) para mais de 1.000 MPa.
- Usinagem: Mesmo peças forjadas com formato quase final normalmente exigem torneamento, fresamento, furação e retificação CNC para obter tolerâncias dimensionais finais, acabamento superficial e recursos (roscas, furos, rasgos de chaveta) que não podem ser forjados diretamente.
- Inspeção e Teste: Forjados acabados são inspecionados dimensionalmente (CMM ou medição manual), visualmente (rachaduras superficiais, dobras, costuras) e muitas vezes por testes não destrutivos - inspeção de partículas magnéticas (MPI) para defeitos de superfície, testes ultrassônicos (UT) para vazios internos. Testes mecânicos em cupons de amostra verificam dureza, resistência à tração, resistência ao impacto e desempenho à fadiga.
Classes de aço comumente usadas em forjamento e suas propriedades
A seleção do material é inseparável do processo de forjamento. O tipo de aço determina a faixa de temperatura de forjamento, a vida útil da matriz, a capacidade necessária da prensa, o tratamento térmico pós-forjamento e, em última análise, o desempenho da peça acabada.
| Classe de aço | Faixa de temperatura de forjamento | Resistência à tração (Q&T) | Principais aplicações |
|---|---|---|---|
| AISI 1045 | 1.150–1.230°C | ~570–700MPa | Eixos, engrenagens, acoplamentos |
| AISI4140 | 1.100–1.230°C | ~900–1.100 MPa | Flanges, colares de perfuração, eixos |
| AISI4340 | 1.100–1.200°C | ~1.000–1.500 MPa | Trem de pouso, virabrequins, aeroespacial |
| AISI 316 Inox | 1.149–1.260°C | ~515–690MPa | Válvulas, acessórios, ferragens marítimas |
| F51 Duplex SS | 1.050–1.150°C | ~620–880MPa | Componentes submarinos, fábrica de produtos químicos |
| PH 17-4 inoxidável | 1.040–1.150°C | ~930–1.310 MPa | Aeroespacial, médico, eixos de bombas |
Uma observação prática sobre o forjamento de aço inoxidável: classes austeníticas como 316 apresentam maior tensão de fluxo do que os aços carbono, o que significa que a prensa precisa de mais capacidade para o mesmo tamanho de peça. Eles também são mais propensos ao endurecimento por deformação, o que pode causar rachaduras se o reaquecimento entre passes não for feito corretamente. As classes duplex são ainda mais sensíveis à temperatura – trabalhar fora da estreita janela de forjamento pode desestabilizar o equilíbrio ferrita-austenita e degradar a resistência à corrosão.
Principais regras de projeto para peças de aço forjáveis
Peças projetadas sem o forjamento em mente muitas vezes acabam custando significativamente mais para serem produzidas ou não conseguem aproveitar os benefícios estruturais do processo. Aplicar esses princípios de design desde o início evita reprojetos dispendiosos posteriormente.
Ângulos de inclinação
Todas as superfícies verticais em um forjamento em matriz fechada precisam de um ângulo de saída para que a peça possa ser ejetada da matriz. O calado padrão para peças forjadas de aço é 5–7° em superfícies externas e 7–10° em superfícies internas . Os recursos de tração zero ou negativa exigem ferramentas mais complexas com pinos ejetores ou matrizes divididas, o que aumenta significativamente os custos.
Raios de filete e canto
Cantos internos agudos criam concentrações de tensão na matriz e também na peça acabada. Um raio de filete interno mínimo de 3 mm é um ponto de partida prático, sendo preferível 6 mm ou maior em zonas fortemente carregadas. Os raios dos cantos externos devem ser de pelo menos 1,5 mm. Peças com filetes adequados apresentam melhorias na resistência à fadiga de até 3× em comparação com aquelas com transições acentuadas.
Colocação da linha de partição
A linha de separação é onde as duas metades da matriz se encontram. Deve ser colocado na maior seção transversal da peça para minimizar a profundidade da matriz e as rebarbas. Uma linha de partição reta e plana é a opção mais simples e barata. Linhas de partição curvas ou angulares adicionam complexidade ao ferramental, mas podem ser necessárias para determinadas geometrias.
Variação da espessura da seção
Grandes variações na espessura da seção transversal dentro da mesma peça criam um fluxo irregular de metal durante o forjamento. As seções finas enchem mais rápido e esfriam mais rápido do que as grossas, causando preenchimento insuficiente ou rachaduras. Como regra geral, a proporção entre a espessura máxima e mínima da parede em um aço forjado não deve exceder 4:1 sem um projeto cuidadoso da pré-forma para pré-distribuir o material.
Orientação do Fluxo de Grãos
Uma das vantagens mais significativas do forjamento de aço em relação à fundição ou usinagem de barras é a capacidade de alinhar o fluxo de grãos com a direção de tensão mais alta em serviço. Uma biela forjada com fluxo longitudinal de grãos ao longo do eixo da haste tem uma resistência à fadiga muito melhor do que uma usinada a partir de barras, onde os grãos correm transversalmente através de seções críticas. Projete a peça de forma que o eixo de carga primário se alinhe com a direção principal de forjamento.
Forjamento de aço vs. Fundição vs. Usinagem a partir de barra
Os engenheiros frequentemente enfrentam a escolha entre forjamento, fundição e usinagem ao selecionar uma rota de fabricação para peças de aço estrutural. Cada método tem um perfil distinto de desempenho e custo.
| Critério | Forjamento de Aço | Fundição | Estoque de barras usinadas |
|---|---|---|---|
| Resistência à tração | Alto (grão refinado) | Moderado (risco de porosidade) | Bom (depende da nota) |
| Vida de fadiga | Excelente | Inferior (defeitos internos) | Bom se o grão estiver alinhado |
| Complexidade Geométrica | Moderado | Alto | Alto (CNC) |
| Custo de ferramentas | Alto (dies) | Moderado (patterns/molds) | Baixo a nenhum |
| Custo unitário em alto volume | Baixo | Baixo to moderate | Alto (material waste) |
| Defeitos Internos | Mínimo (vazios fechados) | Possível (encolhimento, porosidade) | Depende da qualidade da barra |
| Prazo de entrega (protótipo) | Longo (fabricação de matrizes) | Moderado | Curto |
A decisão normalmente se resume a três fatores: volume de produção anual, desempenho mecânico necessário e complexidade da peça. Para peças com passagens internas complexas ou rebaixos, a fundição geralmente vence apenas na geometria. Para peças estruturais de alto volume nos setores automotivo, aeroespacial ou de petróleo e gás, o forjamento quase sempre ganha em desempenho e custo do ciclo de vida. A usinagem a partir de barras faz mais sentido para protótipos, lotes muito pequenos ou peças que são simplesmente pequenas demais para serem forjadas economicamente.
Defeitos comuns no forjamento de aço e como evitá-los
Mesmo com parâmetros de processo corretos, os aços forjados podem desenvolver defeitos que comprometem a integridade estrutural. Saber o que causa cada defeito e como detectá-lo precocemente evita falhas dispendiosas em campo.
Voltas e dobras
As dobras se formam quando uma ruga ou saliência da superfície é dobrada para trás e forjada na superfície da peça sem colagem. Eles aparecem como defeitos superficiais lineares, normalmente paralelos à linha de partição. A causa raiz geralmente é o formato incorreto da pré-forma, rebarbas excessivas ou má distribuição do fluxo de metal na matriz. A inspeção por partículas magnéticas detecta de forma confiável dobras na superfície. A prevenção requer um projeto adequado da pré-forma e otimização da cavidade da matriz.
Subenchimento
Subenchimento significa que a cavidade da matriz não foi completamente preenchida com aço durante o forjamento, deixando depressões rasas na superfície da peça. As causas incluem peso insuficiente do tarugo, temperatura de forjamento muito baixa, rebarba excessiva que drena o material antes do preenchimento da cavidade ou capacidade inadequada da prensa. A inspeção dimensional detectará falta de preenchimento na maioria dos casos, mas é melhor detectada na primeira execução de produção com seccionamento de amostra.
Rachadura
As fissuras superficiais se desenvolvem quando o aço é forjado a uma temperatura muito baixa (abaixo da faixa de transição dúctil-frágil), quando a taxa de deformação é muito alta ou quando o aço tem teor excessivo de enxofre ou fósforo, promovendo fragilidade a quente. Trincas internas (defeitos de ruptura) ocorrem quando tensões de tração se desenvolvem no núcleo durante o forjamento, geralmente em seções pesadas. Manter a temperatura de forjamento acima de 1.050°C para a maioria dos aços-liga e evitar a redução excessiva por passe evita a maioria dos defeitos de fissuração.
Descarbonetação
A exposição prolongada ao ar em altas temperaturas faz com que o carbono se difunda para fora da camada superficial do aço, criando uma zona macia e de baixo carbono que reduz a dureza e a resistência à fadiga. A profundidade de descarbonetação de 0,3–0,8 mm não é incomum em peças aquecidas em fornos de chama aberta. O uso de fornos com atmosfera controlada ou aquecimento por indução reduz significativamente a descarbonetação, e a usinagem da camada afetada é a solução padrão quando ela ocorre.
Morrer Mudança
O deslocamento da matriz ocorre quando as metades superior e inferior da matriz estão desalinhadas durante o forjamento, produzindo uma peça que é deslocada na linha de partição. Mesmo um deslocamento de 0,5 mm pode fazer com que uma peça falhe na inspeção dimensional. As verificações regulares do alinhamento da matriz e a manutenção adequada das chaves de localização evitam esse defeito na produção.
Indústrias que dependem do forjamento de aço e por quê
A demanda por forjamento de aço é impulsionada por indústrias onde a falha estrutural não é uma opção. Compreender onde e por que o forjamento é especificado ajuda os compradores a justificar o investimento em ferramentas e ajuda os engenheiros a defenderem o forjamento em detrimento de processos concorrentes.
- Automotivo: Bielas, virabrequins, juntas de direção, cubos de rodas, eixos de comando e engrenagens de transmissão são quase universalmente forjados. Um automóvel de passageiros típico contém de 35 a 45 kg de peças de aço forjado. A resistência à fadiga e ao impacto do aço forjado é a razão pela qual esses componentes críticos para a segurança não são fundidos.
- Petróleo e Gás: Brocas, colares de perfuração, componentes BOP, corpos de válvulas, flanges (ANSI/ASME B16.5) e conectores submarinos exigem forjamento para suportar pressões extremas de fundo de poço (até 15.000 psi de pressão de trabalho em algumas aplicações) e ambientes corrosivos. Os padrões ASME/ANSI e API exigem a forja de muitos desses componentes.
- Aeroespacial: Os suportes do trem de pouso, os acessórios de fixação das asas, os suportes do motor e os discos da turbina são forjados em ligas de aço e superligas de alta resistência. Os rigorosos requisitos da indústria aeroespacial para rastreabilidade, relatórios de testes de materiais certificados e testes não destrutivos fazem do forjamento a escolha padrão para componentes estruturais de fuselagem.
- Geração de energia: Rotores de turbinas a vapor, eixos de geradores e cabeças de vasos de pressão em usinas nucleares e convencionais estão entre as maiores peças forjadas produzidas - peças forjadas de matriz aberta podem pesar de 150 a 300 toneladas. A integridade do material necessária para componentes que operam sob estresse térmico e mecânico combinado por 30 a 60 anos só é alcançável por meio de forjamento controlado e tratamento térmico.
- Equipamentos de mineração e construção: Os elos da esteira do bulldozer, os pinos da caçamba da escavadeira, os martelos trituradores de rocha e as hastes de perfuração estão sujeitos a impactos severos e desgaste abrasivo. Os forjados de aço com alto teor de manganês e baixa liga resistem à deformação e à fratura nessas condições muito melhor do que as alternativas fundidas.
- Defesa: Projéteis de artilharia, penetradores perfurantes, componentes de esteiras de tanques e canos de armas são forjados para atender às especificações militares que exigem dureza, resistência e consistência dimensional específicas que não podem ser alcançadas por outros processos.
Padrões de qualidade e certificações para peças forjadas de aço
A compra de peças forjadas de aço sem fazer referência aos padrões aplicáveis deixa os compradores expostos à variabilidade de qualidade e peças não conformes. Vale a pena conhecer os principais padrões que regem a qualidade do forjamento do aço antes de redigir um pedido de compra.
- ASTM A668/A668M: Especificação padrão para peças forjadas de aço carbono e liga para uso industrial geral. Abrange oito classes com requisitos de propriedades mecânicas desde resistência à tração de 485 MPa (Classe D) até 830 MPa (Classe L).
- ASTM A182: Abrange flanges de tubos de liga forjada ou laminada e aço inoxidável, conexões forjadas e válvulas para serviços em altas temperaturas. Amplamente referenciado em especificações de processamento de petróleo e gás e produtos químicos.
- ASTM A105: Padrão para peças forjadas de aço carbono para aplicações de tubulação em temperaturas ambiente e mais altas. Esta é uma das especificações mais comumente citadas para flanges e conexões em sistemas de tubulação industrial.
- API 6A/6D: Padrões do American Petroleum Institute para equipamentos de cabeça de poço e árvores de Natal (6A) e válvulas de oleodutos (6D). Esses padrões definem classes de materiais, requisitos de teste e documentação de rastreabilidade para componentes forjados usados em serviços de hidrocarbonetos.
- AMS (Especificações de Materiais Aeroespaciais): Os padrões SAE AMS como AMS 2750 (pirometria para tratamento térmico) e graus AMS específicos de materiais (por exemplo, AMS 6414 para aço 4340) regem os forjados aeroespaciais. A conformidade exige calibração documentada do forno, relatórios de testes de materiais certificados e inspeção do primeiro artigo.
- ISO 9001/IATF 16949: Certificações de sistema de gestão de qualidade para fornecedores de forjamento industrial em geral (ISO 9001) e automotivo (IATF 16949). Estas certificações indicam que o fornecedor opera um sistema de qualidade documentado, mas por si só não garantem a conformidade do produto com especificações mecânicas específicas.
Sempre solicite relatórios de testes de materiais (MTRs), relatórios de inspeção dimensional e relatórios de NDE com cada remessa de forjamento. Para aplicações críticas, testes testemunhados na forja são uma prática padrão em aquisições aeroespaciais e nucleares.
Perguntas frequentes sobre forjamento de aço
Qual é a quantidade mínima de pedido para peças forjadas de aço com matriz fechada?
A maioria das forjarias fechadas estabelece uma quantidade mínima de pedido (MOQ) de 100 a 500 peças para novos projetos de ferramentas, embora isso varie de acordo com o tamanho e a complexidade da peça. Para peças pequenas e simples, algumas lojas consideram testes de 50 peças. O alto custo do ferramental é a principal restrição – o custo da matriz dividido em menos peças aumenta significativamente o custo por unidade. Forjados em matriz aberta não têm MOQ mínimo prático, uma vez que não são necessárias ferramentas personalizadas.
Quanto tempo leva para fazer as peças forjadas de aço?
Para forjamentos de matriz fechada com novas ferramentas, os prazos de entrega normalmente são de 10 a 16 semanas: 4 a 6 semanas para projeto e fabricação de matrizes, 1 a 2 semanas para testes de forjamento do primeiro artigo e 2 a 4 semanas para tratamento térmico e usinagem de peças de produção. Forjamentos em matriz aberta para peças grandes podem levar de 8 a 20 semanas, dependendo da capacidade da forjaria e da disponibilidade de tarugos de aço. Pedidos repetidos de matrizes existentes geralmente levam de 4 a 8 semanas.
O aço inoxidável pode ser forjado usando o mesmo equipamento que o aço carbono?
Sim, são usados os mesmos martelos e prensas, mas o aço inoxidável – especialmente os tipos austeníticos – requer forças de forjamento mais altas do que o aço carbono em temperaturas equivalentes devido à sua maior tensão de fluxo. Uma prensa classificada para um tamanho específico de peça de aço carbono pode precisar ser reduzida ou a peça dividida em operações menores ao mudar para inoxidável. A vida útil da matriz também é normalmente mais curta no forjamento de aço inoxidável devido às pressões de interface mais altas e à incrustação de óxido abrasivo.
O forjamento a quente é diferente do forjamento a quente?
Sim. O forjamento a quente é realizado na faixa de temperatura entre o forjamento a frio e o forjamento a quente – normalmente 650–950°C para o aço. Nessas temperaturas, a tensão de fluxo é menor do que à temperatura ambiente (tornando a conformação mais fácil), mas o aço não forma a pesada incrustação de óxido vista no forjamento a quente. O resultado é um melhor acabamento superficial e tolerâncias mais restritas do que o forjamento a quente, com forças de prensagem mais baixas do que o forjamento a frio. O forjamento a quente é usado para peças de média complexidade onde a qualidade da superfície é importante, mas as forças de forjamento a frio seriam impraticavelmente altas.
Como especifico um forjamento corretamente em um desenho?
Uma especificação completa de forjamento em um desenho deve incluir: o tipo de aço (designação ASTM, AISI ou AMS), a condição de tratamento térmico e a dureza necessária ou resistência à tração/ escoamento, requisitos de ângulo de inclinação, raios mínimos de filete e canto, acabamento superficial (valor Ra) para superfícies forjadas, extensão de flash permitida na linha de partição, métodos NDE necessários (MPI, UT) e critérios de aceitação, e os requisitos de relatório de teste de material aplicáveis. Fazer referência ao padrão ASTM aplicável (por exemplo, ASTM A668, Classe F) une todos os requisitos de materiais e testes de forma limpa.