Forjamento de aço é um dos processos de usinagem mais antigos e confiáveis na fabricação. A resposta curta para quais tipos de aço forjado existem: aço carbono, aço liga, aço inoxidável, aço ferramenta e aço microligado são as cinco categorias principais usadas no forjamento de aço industrial. Cada tipo atende a demandas mecânicas e ambientais distintas, e escolher o errado pode levar a falhas prematuras, riscos à segurança ou custos excessivos desnecessários.
Esta análise abrange cada categoria em profundidade – o que os torna diferentes, onde eles apresentam melhor desempenho e como realmente são os números quando você compara o limite de escoamento, a dureza e a faixa de aplicação.
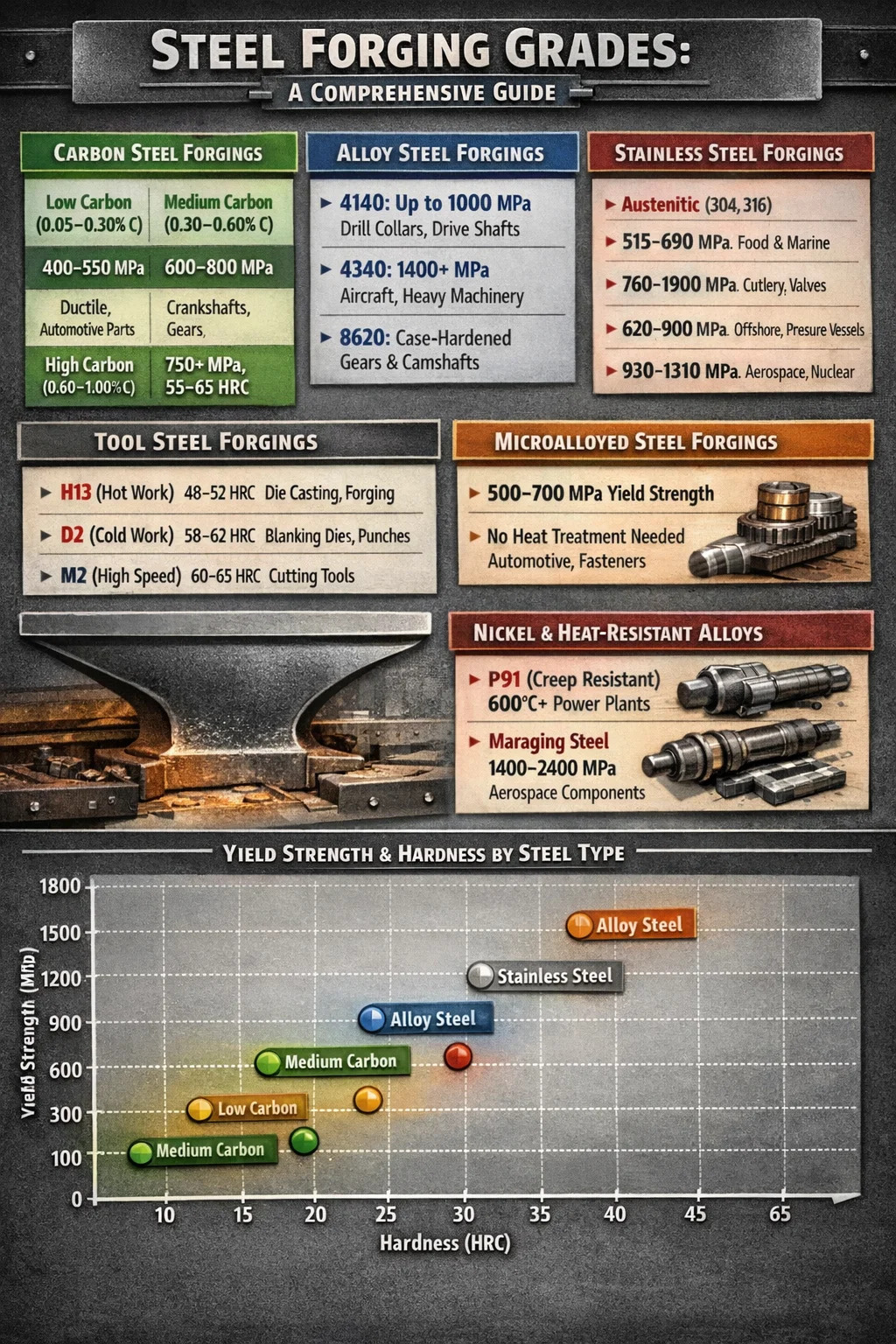
Forjados de aço carbono: o carro-chefe da indústria
O aço carbono é responsável pela maior parte de toda a produção de aço forjado em todo o mundo. É classificado em três subgrupos com base no teor de carbono, e essa porcentagem de carbono tem um efeito direto e mensurável na resistência, dureza e ductilidade.
Aço de baixo carbono (0,05% – 0,30% C)
Os forjados de aço de baixo carbono são altamente dúcteis e fáceis de formar. A resistência à tração normalmente varia de 400 a 550 MPa. Essas peças forjadas são comumente usadas para componentes estruturais, peças de carroceria automotiva e parafusos de uso geral. Eles não respondem bem ao tratamento térmico para endurecimento, mas são facilmente soldados e usinados.
Aço Carbono Médio (0,30% – 0,60% C)
Esta é a gama mais amplamente forjada. Classes de carbono médio, como AISI 1040 e AISI 1045, oferecem um forte equilíbrio entre resistência e tenacidade. O tratamento térmico pode aumentar o limite de escoamento acima de 600 MPa. As aplicações incluem virabrequins, bielas, eixos, engrenagens e componentes ferroviários. AISI 1045 é indiscutivelmente o tipo de aço forjado de médio carbono mais comumente especificado na engenharia mecânica geral.
Aço de alto carbono (0,60% – 1,00% C)
Os forjados com alto teor de carbono oferecem dureza e resistência ao desgaste superiores, mas são mais frágeis e difíceis de trabalhar. Eles são usados para molas, ferramentas de corte, cabos de aço e aços ferroviários. Os valores de dureza atingem rotineiramente 55–65 HRC após o tratamento térmico apropriado, tornando-os inadequados para aplicações de alto impacto sem uma consideração cuidadosa do projeto.
Forjados de liga de aço: desempenho aprimorado por meio da química
As peças forjadas de liga de aço contêm adições deliberadas de cromo, molibdênio, níquel, vanádio ou manganês além das quantidades encontradas no aço carbono. Estas adições modificam a temperabilidade, a tenacidade a temperaturas elevadas e a resistência à fadiga e à corrosão. O conteúdo total do elemento de liga está normalmente entre 1% e 5%.
As classes de forjamento de aço-liga mais comumente encontradas incluem:
- 4140 (aço Cr-Mo): Resistência à tração de até 1000 MPa na condição temperada e revenida. Usado em colares de perfuração de petróleo e gás, componentes de defesa e eixos de transmissão automotivos.
- 4340 (aço Ni-Cr-Mo): Um dos aços-liga mais fortes de uso comum, com resistência à tração superior a 1.400 MPa, alcançável por meio de tratamento térmico. Encontrado em trens de pouso de aeronaves, virabrequins reforçados e semi-eixos de alto desempenho.
- 8620: Uma classe de endurecimento popular para engrenagens e eixos de comando de válvulas onde um núcleo resistente e uma superfície dura são necessários simultaneamente.
- EN36 e EN24: Comum nas especificações do Reino Unido/Europa para peças forjadas de engenharia pesada, como eixos de turbinas e componentes de usinas nucleares.
A vantagem do forjamento de aço-liga sobre o aço carbono é a profundidade da temperabilidade. Uma barra 4140 de 100 mm de diâmetro pode ser endurecida até obter uma microestrutura uniforme, enquanto um aço carbono simples do mesmo diâmetro apresentaria uma queda acentuada de dureza da superfície ao núcleo.
Forjados de aço inoxidável: resistência à corrosão sob carga mecânica
As peças forjadas de aço inoxidável contêm um mínimo de 10,5% de cromo em peso, o que forma uma camada de óxido passiva que resiste à oxidação e à corrosão. O processo de forjamento refina a estrutura dos grãos do aço inoxidável de uma forma que a fundição não consegue replicar, produzindo componentes com resistência à fadiga e resistência ao impacto superiores.
As principais famílias utilizadas no forjamento de aço inoxidável são:
| Família | Notas Comuns | Resistência à tração típica | Aplicação principal |
|---|---|---|---|
| Austenítico | 304, 316, 321 | 515–690MPa | Processamento químico, equipamentos alimentícios, marítimos |
| Martensítico | 410, 420, 440C | 760–1900MPa | Talheres, válvulas, eixos de bombas, instrumentos cirúrgicos |
| Dúplex | 2205, 2507 | 620–900MPa | Petróleo offshore, dessalinização, vasos de pressão |
| Precipitação Endurecida | 17-4 PH, 15-5 PH | 930–1310MPa | Válvulas aeroespaciais, nucleares e de alto desempenho |
O forjamento de aço inoxidável 316L é particularmente dominante no processamento farmacêutico e de alimentos porque o baixo teor de carbono minimiza o risco de sensibilização durante a soldagem, e a adição de molibdênio (2–3%) melhora significativamente a resistência à corrosão em ambientes de cloreto. A classe Duplex 2205 oferece aproximadamente o dobro da resistência ao escoamento do 316L, em torno de 450 MPa no mínimo, o que permite projetos de paredes mais finas e peso reduzido dos componentes sem comprometer a vida útil.
Forjados de aço ferramenta: Dureza extrema para aplicações de conformação e corte
Os aços para ferramentas são projetados especificamente para manter sua dureza e forma sob extremo estresse mecânico, abrasão e calor. Quando produzidos através do processo de forjamento, os aços-ferramenta desenvolvem uma estrutura de grão refinada e uniforme que dura significativamente mais que as alternativas fundidas ou laminadas em aplicações de ferramentas exigentes.
Os forjados de aço ferramenta são agrupados pelo sistema de classificação AISI:
- Série H (aço para ferramentas para trabalho a quente): Classes como H13 e H11 são formuladas para resistir ao amolecimento em temperaturas acima de 500°C. H13 é o padrão global para matrizes de fundição sob pressão, ferramentas de extrusão e matrizes de forjamento a quente. Atinge 48–52 HRC após o tratamento térmico, mantendo a resistência adequada para sobreviver a repetidos ciclos térmicos.
- Série D (trabalho a frio, alto cromo): D2 contém aproximadamente 12% de cromo e 1,5% de carbono, proporcionando excepcional resistência ao desgaste à temperatura ambiente. Ele é usado para matrizes de corte, ferramentas de conformação e punções onde a precisão dimensional em execuções de produção muito altas é crítica.
- Série M (aço rápido): M2 e M42 mantêm sua aresta de corte em temperaturas onde as ferramentas de aço carbono teriam perdido toda a dureza. A combinação de tungstênio, molibdênio e cobalto dá ao M42 uma vantagem de dureza a quente que o torna insubstituível em brocas, machos, fresas e broches.
- Série P (molde de aço): Projetado para moldes de injeção de plástico, o P20 é um dos aços para moldes forjados mais amplamente utilizados. Normalmente é fornecido na condição pré-endurecido a 28–34 HRC, eliminando a necessidade de tratamento térmico após a usinagem.
O forjamento de aços ferramenta requer controle preciso de temperatura. O H13, por exemplo, deve ser forjado entre 1010°C e 1150°C e deve ser resfriado lentamente após o forjamento para evitar rachaduras. A prática inadequada de forjamento introduz tensão residual e redes de metal duro grosseiras que reduzem drasticamente a tenacidade.
Forjados de aço microligado: eficiência quase líquida sem tratamento térmico
Os aços microligados — também chamados de aços HSLA (alta resistência e baixa liga) em contextos de forjamento — representam uma solução de engenharia moderna que combina a conformabilidade do aço carbono com níveis de resistência que anteriormente exigiam aço-liga e tratamento térmico pós-forja. As principais adições são vanádio (0,05–0,15%), nióbio (0,02–0,05%) e titânio, em quantidades muito pequenas que precipitam como carbonetos e nitretos finos durante o resfriamento controlado.
A principal vantagem comercial é que os aços forjados microligados podem atingir limites de escoamento de 500 a 700 MPa sem têmpera e revenido, o que elimina um grande custo e uma etapa de tempo no ciclo de produção. Os fabricantes automotivos adotaram amplamente classes microligadas para bielas, virabrequins e juntas de direção exatamente por esse motivo.
As classes de forjamento microligadas comuns incluem 38MnVS6, 46MnVS3 e SAE 1548V. Essas classes são projetadas para que a operação de forjamento e o subsequente resfriamento controlado do ar atinjam as propriedades mecânicas finais em um único ciclo térmico, substituindo duas operações de forno separadas. No forjamento automotivo de alto volume, isso se traduz em economia de energia de até 30% por peça em comparação com rotas de têmpera e revenimento.
Uma limitação é que os aços microligados possuem janelas de processo mais estreitas do que os aços-liga convencionais. A temperatura de acabamento do forjamento deve ser cuidadosamente controlada - normalmente entre 900°C e 1050°C - para garantir o endurecimento por precipitação adequado durante o resfriamento. Qualquer desvio da microestrutura alvo resulta em propriedades mecânicas imprevisíveis e rejeição potencial de execuções inteiras de forjamento.
Forjados de aço à base de níquel e resistentes ao calor para ambientes extremos
Além das classificações padrão, existe uma categoria especializada de aços forjados resistentes ao calor e contendo níquel para aplicações onde as temperaturas de operação excedem o que as ligas de aço convencionais podem tolerar. Isso inclui classes resistentes à fluência para geração de energia e discos de turbinas aeroespaciais, bem como aços maraging para aplicações estruturais de ultra-alta resistência.
Forjados de aço resistentes à fluência
Classes como P91 (9Cr-1Mo-V) e P92 são amplamente utilizadas em coletores de vapor forjados, corpos de válvulas e carcaças de turbinas em usinas de carvão e gás operando em temperaturas acima de 600°C. As peças forjadas P91 são projetadas para resistir à fluência – a deformação lenta e dependente do tempo sob carga sustentada em alta temperatura – com uma vida útil mínima de ruptura por fluência de 100.000 horas em condições operacionais. Seu conteúdo de cromo também fornece resistência à oxidação que o aço carbono comum não consegue igualar acima de 450°C.
Aços Maraging
Os aços Maraging contêm 18% de níquel e muito baixo teor de carbono, daí a sua extrema resistência - limites de escoamento de 1.400 a mais de 2.400 MPa são alcançáveis — da precipitação de compostos intermetálicos durante o tratamento térmico de envelhecimento. Componentes forjados de aço maraging são usados em carcaças de motores de foguetes aeroespaciais, equipamentos de travamento de aeronaves e ferramentas de ultra-alta resistência. Apesar de sua resistência, eles permanecem razoavelmente resistentes e podem ser usinados antes do envelhecimento, enquanto ainda estão em um estado relativamente macio.
Como o processo de forjamento de aço afeta as propriedades dos materiais por tipo de aço
O próprio processo de forjamento – seja matriz aberta, matriz fechada, laminação de anéis ou forjamento isotérmico – interage de maneira diferente com cada tipo de aço. A compreensão dessas interações ajuda a explicar por que a seleção de materiais e a seleção de processos não podem ser separadas.
No forjamento de aço em matriz fechada, altas forças de deformação são aplicadas a um tarugo confinado, produzindo peças com formato quase final com um fluxo contínuo de grãos que segue a geometria da peça. Este fluxo de grãos é responsável pela vantagem de resistência à fadiga e ao impacto que os forjados apresentam sobre barras usinadas ou peças fundidas. Uma biela usinada em barra interrompe o fluxo de grãos em cada superfície usinada; uma biela forjada mantém a continuidade ininterrupta dos grãos de ponta a ponta.
A faixa de temperatura de forjamento varia significativamente entre os tipos de aço:
- Aços carbono e de baixa liga: normalmente 1100°C – 1250°C para forjamento a quente
- Aços inoxidáveis (austeníticos): 1100°C – 1200°C, com resfriamento mais lento para evitar sensibilização
- Aços ferramenta: 1010°C – 1150°C com resfriamento lento obrigatório no forno ou meio isolante
- Aços Maraging: 1100°C – 1200°C, envelhecidos após forjamento a 480°C por 3–6 horas
- Aço inoxidável duplex: 1100°C – 1180°C, seguido de têmpera em água para manter o equilíbrio das fases
O forjamento a quente - realizado entre aproximadamente 650°C e 950°C - está ganhando força para aços de médio carbono e classes microligadas, onde são necessárias tolerâncias dimensionais mais rígidas do que o forjamento a quente pode alcançar, sem as severas demandas de força de prensagem do forjamento a frio. O forjamento a frio de aço, normalmente reservado para classes de baixo carbono, alcança o melhor acabamento superficial e precisão dimensional, mas requer pressões de forjamento substancialmente mais altas.
Selecionando o tipo correto de forjamento de aço: uma estrutura prática
A seleção do tipo correto de aço para forjamento requer o equilíbrio de vários fatores concorrentes. Nenhuma classe otimiza todas as propriedades simultaneamente. A estrutura a seguir captura as variáveis de decisão mais relevantes para aplicações industriais:
- Requisitos mecânicos: Defina limite de escoamento mínimo, dureza, energia de impacto (valores Charpy) e vida à fadiga. Isso restringe a categoria imediatamente – se você precisar de um limite de escoamento de 1.200 MPa, o aço carbono será eliminado; se 400 MPa for adequado, o aço-liga terá um custo desnecessário.
- Exposição ambiental: Ambientes de cloreto eliminam a maioria dos aços carbono e de baixa liga, a menos que sejam revestidos. A temperatura operacional elevada exclui o aço carbono acima de aproximadamente 400°C e exige classes resistentes à fluência com rolamentos de cromo.
- Tamanho da seção e temperabilidade: Forjados de seção transversal grande (acima de 100 mm de diâmetro) em serviços críticos precisam de ligas de aço com temperabilidade suficiente para obter propriedades uniformes em toda a seção. O aço carbono terá uma caixa rígida e um núcleo macio em seções grossas.
- Usinabilidade e processamento downstream: Se a usinagem extensa seguir o forjamento, as classes com adição de enxofre para propriedades de usinagem livre reduzem o tempo de ciclo, embora com algum sacrifício para a tenacidade transversal.
- Volume e custo: Para volumes de produção muito elevados, as classes microligadas que eliminam o tratamento térmico pós-forja oferecem reduções de custos significativas. Para peças especiais de pequenos lotes, o custo do tratamento térmico é uma fração menor do custo total da peça, portanto, ligas de alto desempenho são mais viáveis.
Na prática, a maioria dos engenheiros segue códigos de projeto aplicáveis, como ASME, EN 10250 ou ASTM A668, que especificam materiais permitidos para categorias de serviço específicas. Esses códigos restringem a seleção a uma pequena lista de classes de aço forjadas qualificadas que foram validadas para as condições de serviço relevantes através de décadas de experiência em campo e testes padronizados.
Uso de grau de forjamento de aço específico da indústria
Diferentes setores convergiram para materiais preferidos de forjamento de aço com base em décadas de dados de desempenho e requisitos regulatórios. A compreensão dessas normas do setor fornece um ponto de partida prático para o trabalho de especificação.
Aço forjado automotivo
O setor automotivo consome o maior volume de peças forjadas de aço do mundo. Os virabrequins em automóveis de passageiros são predominantemente forjados em aços microligados de médio carbono (38MnVS6) ou aço 1045 para têmpera e revenido. Os virabrequins de caminhões pesados usam aços de liga de níquel-cromo-molibdênio 4340 ou similares para seu desempenho superior à fadiga em rendimentos específicos mais elevados. As bielas mudaram substancialmente para projetos de divisão por fratura usando aço de alto carbono C70S6, o que permite que a tampa seja quebrada após o forjamento e depois remontada com extraordinária precisão. eliminando operações de usinagem e reduzindo o custo de produção da biela em aproximadamente 15–20% em comparação com a moagem e moagem tradicionais.
Forjados de aço para petróleo e gás
Ambientes de serviço ácidos — onde o sulfeto de hidrogênio está presente — impõem exigências particularmente rigorosas ao forjamento de aço. A NACE MR0175/ISO 15156 rege a seleção de materiais para serviços ácidos e limita a dureza a um máximo de 22 HRC para a maioria dos aços carbono e de baixa liga para evitar trincas por tensão por sulfeto. F22 (2,25Cr-1Mo) e F5 (5Cr-0,5Mo) são classes de forjamento de liga padrão para corpos de válvulas e flanges em aplicações de tubulações e cabeças de poço de alta temperatura e alta pressão.
Forjados de aço aeroespacial
Os componentes do trem de pouso estão entre os aços forjados mais exigentes estruturalmente. O aço 300M (um 4340 modificado com adições de silício e vanádio) é o material predominante do trem de pouso, alcançando resistência à tração de 1930 MPa ou superior. O AerMet 100 e outros aços de ultra-alta resistência aumentam a resistência à tração acima de 1965 MPa enquanto melhoram a tenacidade à fratura em comparação com classes anteriores de alta resistência. Cada forjamento aeroespacial está sujeito a testes 100% ultrassônicos e, muitas vezes, à inspeção de partículas magnéticas, com rastreabilidade para derreter o calor e o lote de forjamento necessário.
Geração de energia e peças forjadas nucleares
Grandes peças forjadas de rotor de turbina pesam entre 5 e 200 toneladas e são produzidas a partir de aços de baixa liga, como 26NiCrMoV11-5 ou 30CrMoNiV5-11. Essas peças forjadas exigem níveis de enxofre e fósforo rigorosamente controlados (normalmente abaixo de 0,005% cada) para garantir alta resistência ao impacto na temperatura operacional da turbina. Os forjados de vasos de pressão para reatores nucleares usam A508 Grau 3 (equivalente a 20MnMoNi4-5 nos padrões europeus), um grau com um longo histórico de validação regulatória e extensa documentação de Charpy e resistência à fratura exigida pelos códigos de segurança nuclear.
Padrões de qualidade e testes para peças forjadas de aço
Independentemente do tipo de forjamento do aço, a garantia de qualidade segue um padrão consistente regido por padrões internacionais. Os padrões mais referenciados para peças forjadas de aço incluem ASTM A668 (forjamentos de liga de aço em geral), ASTM A182 (flanges e acessórios de liga de aço), EN 10250 (forjamentos de aço de matriz aberta para engenharia geral) e API 6A (equipamento para cabeça de poço e árvore de natal).
As verificações de qualidade padrão para componentes de aço forjado incluem:
- Testes mecânicos: Tração, rendimento, alongamento, redução de área e impacto Charpy (em temperaturas especificadas até -196°C em algumas aplicações criogênicas)
- Verificação de dureza: Dureza Brinell (HBW) verificada em seções transversais representativas e, às vezes, travessias de dureza para confirmar o endurecimento total
- Teste ultrassônico (UT): Inspeção 100% volumétrica para defeitos subterrâneos, com critérios de aceitação referenciados a tamanhos equivalentes de furos de fundo plano, normalmente variando de FBH 2 mm a FBH 6 mm, dependendo da especificação
- Verificação da composição química: Análise da panela e do produto para confirmar a conformidade com o grau, muitas vezes com limites mais rígidos em elementos residuais do que o padrão básico exige
- Exame macro e micro: Gravura em seção transversal para revelar fluxo de grãos, segregação e solidez interna; exame metalográfico para confirmação de tamanho de grão e microestrutura
Os forjados que falharem no teste ultrassônico após o tratamento térmico devem ser descartados ou reprocessados – não há opção de reparo para defeitos internos em um forjamento sólido. Isso torna a seleção de tarugos de aço limpos e desgaseificados a vácuo e o controle cuidadoso do processo durante o forjamento críticos para alcançar rendimentos aceitáveis, particularmente em peças forjadas de grandes ligas de aço para aplicações de energia e defesa.