O aço para molas é um grupo de ligas de aço de médio a alto carbono projetadas especificamente para retornar à sua forma original após serem desviadas, dobradas ou torcidas sob carga. A característica definidora é o comportamento elástico – o aço para molas pode absorver enorme energia mecânica sem deformação permanente. Esta propriedade é alcançada através da composição precisa da liga e de processos especializados de tratamento térmico, muitas vezes envolvendo forjamento de aço seguido de têmpera e revenimento controlados. As classes comuns incluem 1074, 1075, 5160 e 9255, cada uma calibrada para diferentes ambientes de carga e ciclos de fadiga.
Para ser mais claro: se você precisa de um material que flexione e salte de forma confiável – milhares ou até milhões de vezes – o aço para molas é projetado exatamente para esse propósito. Não se trata de uma única liga, mas de uma família inteira de aços unificada por uma exigência mecânica: resiliência sob estresse cíclico .
A química central por trás do aço para molas
O aço para molas obtém sua resistência elástica a partir de uma composição química cuidadosamente equilibrada. O conteúdo de carbono normalmente fica entre 0,60% e 1,00% , dando ao aço dureza suficiente para resistir à deformação permanente, mantendo a tenacidade. Além do carbono, vários elementos de liga definem o perfil de desempenho de cada classe.
Elementoos-chave de liga e suas funções
| Element | Faixa Típica | Função Primária |
|---|---|---|
| Carbono (C) | 0,60–1,00% | Dureza base e limite elástico |
| Silício (Si) | 1,50–2,00% | Aumenta o limite de escoamento, resiste ao endurecimento |
| Manganês (Mn) | 0,70–1,00% | Endurecimento e resistência |
| Cromo (Cr) | 0,60–1,00% | Resistência à corrosão, endurecimento profundo |
| Vanádio (V) | 0,10–0,20% | Refinamento de grãos, resistência à fadiga |
O silício merece menção especial. Em classes como 9255 (um aço Si-Mn), o teor de silício até 2,00% aumenta drasticamente o limite elástico – o ponto em que a tensão causa deformação permanente – sem reduzir a ductilidade de forma tão agressiva como o carbono sozinho faria. É por isso que o 9255 é a escolha preferida em aplicações de molas de lâmina para serviços pesados, onde tanto a resistência ao escoamento quanto a absorção de choque são importantes simultaneamente.
Classes de cromo-vanádio, como 6150, são comumente processadas por meio de operações de forjamento de aço para produzir molas helicoidais de alta integridade para suspensões automotivas. A combinação de cromo para temperabilidade e vanádio para refinamento de grãos torna o 6150 particularmente resistente à trinca por fadiga – um modo de falha crítico em qualquer componente carregado ciclicamente.

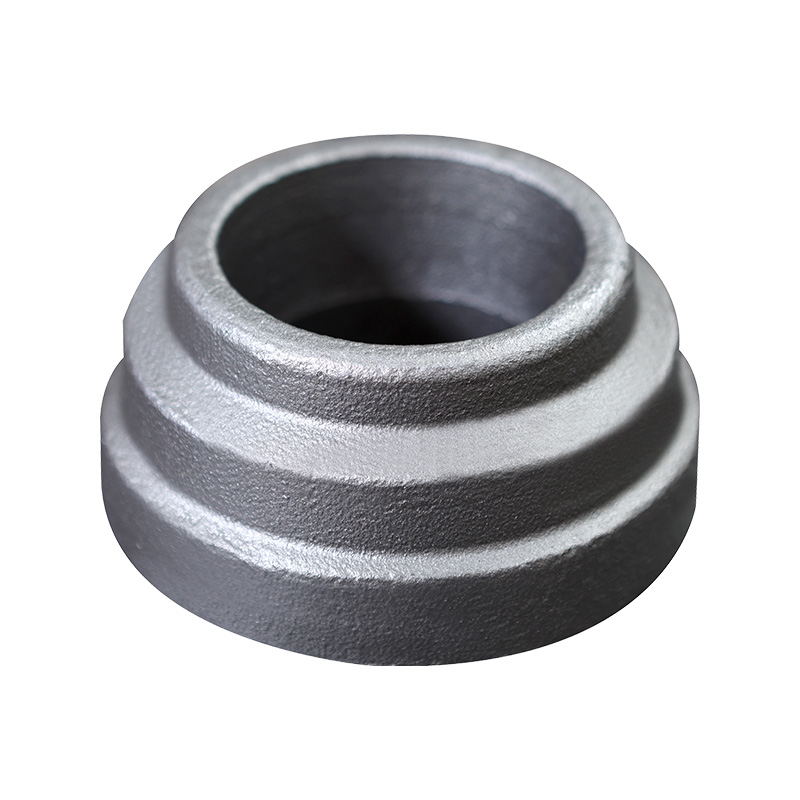
Como o aço para molas é feito - do tarugo bruto à peça acabada
A produção de peças de aço para molas envolve várias etapas de fabricação rigorosamente controladas. A compreensão da sequência esclarece por que o aço para molas se comporta dessa maneira em serviço — e por que atalhos em qualquer estágio produzem falhas.
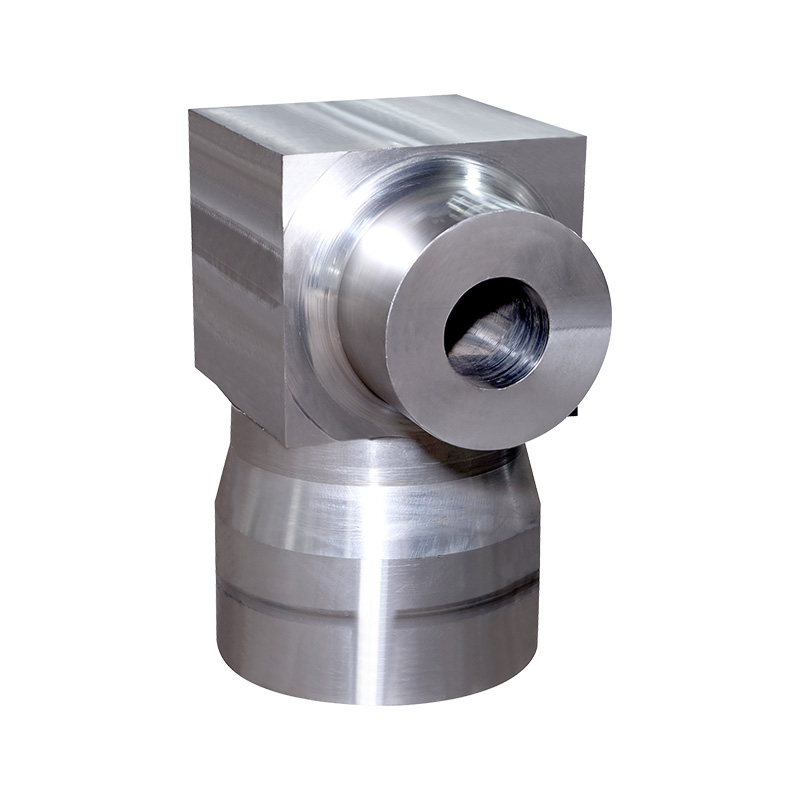
Forjamento de Aço: A Base da Integridade Mecânica
O forjamento de aço é o principal método de modelagem para componentes de aço para molas de alto desempenho. Durante o forjamento a quente, os tarugos são aquecidos a temperaturas entre 900°C e 1150°C e trabalhou sob força compressiva. Esse trabalho mecânico fecha vazios internos, refina a estrutura dos grãos e alinha as linhas de fluxo cristalográfico do metal com a geometria da peça — produzindo um componente com resistência à fadiga significativamente melhor do que um equivalente usinado ou fundido.
Por exemplo, uma mola de lâmina forjada para um veículo comercial pesado terá uma microestrutura uniforme e de granulação fina em toda a sua seção transversal. Um equivalente fundido da mesma geometria conteria segregação dendrítica e porosidade que reduziriam drasticamente a vida em fadiga sob repetidos ciclos de flexão. É por isso que praticamente todos os componentes de molas essenciais para a segurança – barras de torção automotiva, molas de trens de pouso de aeronaves, elementos de suspensão de máquinas pesadas – são produzidos através de forjamento de aço, em vez de fundição ou corte de chapa.
No forjamento em matriz fechada de aço para molas, o material é comprimido entre matrizes usinadas com precisão que definem o formato quase final da peça. Esta abordagem minimiza a usinagem pós-forjamento, preserva o fluxo favorável dos grãos e atinge tolerâncias dimensionais mais rigorosas do que os métodos de matriz aberta. Flash – o excesso de material espremido na linha de separação da matriz – é aparado posteriormente, deixando uma peça bruta pronta para tratamento térmico.
Tratamento Térmico: Transformando a Microestrutura
Após o forjamento ou conformação a frio do aço, o tratamento térmico converte a microestrutura do aço nas fases martensítica ou bainítica necessárias para um alto desempenho elástico. A sequência é:
- Austenitização — aquecimento a 820–870°C para dissolver carbono uniformemente em austenita
- Têmpera — resfriamento rápido em óleo ou polímero para formar martensita dura
- Temperamento — reaquecimento a 400–500°C para aliviar as tensões de têmpera e restaurar a tenacidade
A dureza final após o revenido normalmente atinge 44–52 HRC para a maioria dos tipos de aço para molas, dependendo da aplicação. Maior dureza proporciona um limite elástico mais alto, mas reduz a ductilidade e a resistência ao impacto, de modo que a temperatura de revenido é ajustada com precisão para cada uso final.
Shot peening é comumente aplicado após tratamento térmico. Bombardear a superfície com pequenas granalhas de aço cria uma camada de tensão residual compressiva – normalmente de 0,1 a 0,3 mm de profundidade – que prolonga significativamente a vida útil da fadiga, opondo-se às tensões de tração que iniciam trincas superficiais. Uma mola helicoidal adequadamente shotpeened pode alcançar melhorias na vida útil da fadiga de 50% ou mais em comparação com um equivalente não perfurado sob o mesmo ciclo de carga.
Classes comuns de aço para molas e onde são usadas
Diferentes aplicações impõem demandas mecânicas muito diferentes. O tipo de aço para mola selecionado deve corresponder à amplitude de tensão, ambiente, temperatura e vida à fadiga necessária para a aplicação específica.
1074 e 1075 — Molas planas de alto carbono
Essas classes simples de alto carbono são amplamente utilizadas em molas planas, molas de relógio, clipes de retenção e molas de instrumentos de precisão. Eles contêm aproximadamente 0,70–0,80% de carbono e são normalmente fornecidos na condição pré-endurecida e laminada a frio. Isso significa que o fabricante recebe tiras ou folhas que já estão com a dureza desejada e podem ser formadas diretamente sem tratamento térmico adicional – uma vantagem significativa de processamento para componentes pequenos e finos onde o endurecimento pós-forma é impraticável.
A principal limitação é a baixa resistência à corrosão. Em ambientes úmidos ou quimicamente agressivos, torna-se necessária a proteção da superfície por meio de chapeamento, revestimento ou uso de aços inoxidáveis.
5160 — O padrão de molas de lâmina automotiva
O grau 5160 é uma liga de cromo-silício com aproximadamente 0,56–0,64% de carbono e 0,70–0,90% de cromo . É o material dominante em molas de lâmina automotivas e sistemas de suspensão de caminhões pesados na América do Norte, onde sua excelente combinação de tenacidade, resistência à fadiga e forjabilidade o torna ideal. O conteúdo de cromo permite um endurecimento mais profundo em seções mais espessas – fundamental quando o aço forja peças brutas de molas de lâmina que podem ter 15–25 mm de espessura na área de fixação central.
O 5160 também apresenta excelente resistência à fragilização por hidrogênio durante operações de galvanização, o que é relevante quando as molas recebem revestimentos de proteção contra corrosão. Sua forjabilidade significa que as operações de forjamento de aço ocorrem de maneira limpa, sem desgaste excessivo da matriz ou defeitos superficiais, tornando-a uma escolha econômica para a produção automotiva de alto volume.
9255 — Suspensão para Serviço Pesado e Aplicações Off-Road
A classe 9255 (aço Si-Mn com aproximadamente 0,50–0,60% C, 1,80–2,20% Si, 0,70–1,00% Mn ) é usado para molas de lâmina para serviços pesados em veículos comerciais, equipamentos off-road e suspensão de vagões ferroviários. O silício em quase 2% aumenta significativamente o limite elástico, permitindo que a mola armazene mais energia por unidade de volume sem sofrer uma deformação permanente. Isso torna o 9255 ideal quando a meta é a redução de peso – uma mola mais fina e mais leve pode suportar a mesma carga se a capacidade elástica do material for maior.
A compensação é a ductilidade reduzida em relação ao 5160. O forjamento do aço 9255 requer um controle cuidadoso da temperatura; forjar abaixo da faixa recomendada pode causar rachaduras, e temperaturas excessivas de forjamento causam engrossamento dos grãos, o que prejudica as vantagens dos grãos finos para os quais a liga foi escolhida.
Inox 301 e 17-7 PH — Aços para molas resistentes à corrosão
Onde a resistência à corrosão não é negociável – dispositivos médicos, equipamentos de processamento de alimentos, aplicações marítimas – são especificados graus de aço inoxidável austenítico como 301 ou graus de endurecimento por precipitação como 17-7 PH. Estes não são aços carbono para molas tradicionais; eles derivam propriedades de mola do trabalho a frio (301) ou do endurecimento por precipitação (17-7 PH) em vez da formação de martensita. A resistência à tração na condição totalmente dura 301 atinge 1275 MPa , suficiente para muitas aplicações de molas. No entanto, seu módulo de elasticidade e resistência ao escoamento são geralmente inferiores aos dos aços-liga de carbono para molas, portanto o projeto deve levar em conta isso.
Propriedades mecânicas que definem o desempenho do aço para molas
Três propriedades mecânicas são fundamentais para avaliar qualquer aço para molas para uma função específica:
Resistência ao escoamento e limite elástico
O limite elástico é a tensão máxima que uma mola pode suportar e ainda assim retornar à sua forma original. Para aços-mola adequadamente tratados termicamente, o limite de escoamento normalmente varia de 1200 a 1900MPa dependendo do grau e do tamanho da seção. A relação entre a resistência ao escoamento e a resistência à tração (a relação de rendimento) é um parâmetro de projeto importante - uma relação de rendimento alta significa que mais capacidade de tração do material se traduz em armazenamento elástico útil.
Limite de resistência e resistência à fadiga
As molas experimentam carregamento cíclico por definição. A resistência à fadiga – a amplitude de tensão que um material pode suportar por um número definido de ciclos sem fratura – é tão importante quanto a resistência estática. Para a maioria dos aços para molas, o limite de resistência (tensão abaixo da qual a falha por fadiga não ocorre em ciclos infinitos) é aproximadamente 40–50% de resistência à tração . A condição da superfície tem uma influência enorme: trincas superficiais, buracos, descarbonetação por tratamento térmico inadequado ou voltas de forjamento servem como concentradores de tensão que iniciam trincas por fadiga bem abaixo do limite de resistência nominal.
É por isso que a descarbonetação – a perda de carbono da superfície do aço durante o tratamento térmico – é estritamente controlada. Uma camada descarbonetada tão fina quanto 0,1 mm pode reduzir a vida à fadiga em 30–50% em uma mola operando em altas amplitudes de tensão. Atmosferas protetoras durante o tratamento térmico, controles precisos de tempo em temperatura e inspeção pós-tratamento são práticas padrão na fabricação de molas de qualidade.
Resistência ao Relaxamento (Resistência ao Conjunto)
Uma mola que perde carga gradualmente – conhecida como “conjunto” – é uma falha funcional mesmo que não ocorra fratura. O relaxamento é impulsionado por mecanismos de fluência e é fortemente dependente da temperatura. Para aços-mola carbono e ligas padrão, temperaturas de serviço acima 120–150°C acelerar significativamente o relaxamento. Os graus de liga de silício superam os graus de carbono simples em resistência ao relaxamento, razão pela qual os aços contendo Si são preferidos em sistemas de escapamento automotivo, molas de válvulas de motores e outras aplicações de molas em temperaturas elevadas.
Aço para molas vs. outros aços de alta resistência - principais diferenças
O aço para molas às vezes é confundido com aço para ferramentas ou aço estrutural de alta resistência. Embora essas famílias de materiais compartilhem alta resistência, suas prioridades de projeto diferem substancialmente.
| Propriedade | Aço Mola | Aço ferramenta | Aço Estrutural de Alta Resistência |
|---|---|---|---|
| Objetivo principal | Armazenamento elástico de energia | Resistência ao desgaste/dureza | Rolamento de carga estática |
| Projeto de fadiga | Preocupação central | Preocupação secundária | Preocupação moderada |
| % de carbono típico | 0,60–1,00% | 0,80–2,50% | 0,10–0,30% |
| Dureza Típica | 44–52 HRC | 58–65 HRC | 20–35 HRC |
| Forjabilidade | Bom a excelente | Moderado (requer cuidado) | Excelente |
Os aços para ferramentas são projetados para máxima dureza e resistência ao desgaste, o que requer níveis de carbono tão altos que a ductilidade e a tenacidade são drasticamente reduzidas – tornando-os totalmente inadequados para aplicações de flexão cíclica ou torção. Os aços estruturais priorizam a soldabilidade e a resistência estática em detrimento do desempenho elástico. O aço para molas ocupa um meio-termo deliberado: suficientemente duro para resistir à deformação permanente sob elevada tensão, suficientemente resistente para absorver o impacto sem fracturar e suficientemente elástico para executar milhões de ciclos de carga de forma fiável.
Processos de forjamento de aço usados para componentes de aço para molas
Os métodos de forjamento de aço aplicados ao aço para molas variam de acordo com a geometria do componente, as propriedades mecânicas exigidas e o volume de produção. Cada processo produz uma combinação diferente de precisão dimensional, qualidade da microestrutura e custo de ferramentas.
Forjamento em matriz aberta
O forjamento em matriz aberta - onde a peça é deformada entre matrizes planas ou de contorno simples, sem cavidade fechada - é usado para grandes peças brutas de molas, pré-formas de barras de torção e outros componentes de molas volumosos. O processo permite grandes reduções na seção transversal, o que maximiza o refinamento do grão e a homogeneização da liga. Para barras de torção de veículos pesados de até 1,5 metros de comprimento, o forjamento em matriz aberta a partir de uma barra redonda costuma ser a única opção prática de modelagem antes da usinagem final. Reduções de trabalho de 4:1 a 6:1 são comuns e melhoram significativamente o desempenho à fadiga da peça acabada em comparação com barras trefiladas ou laminadas.
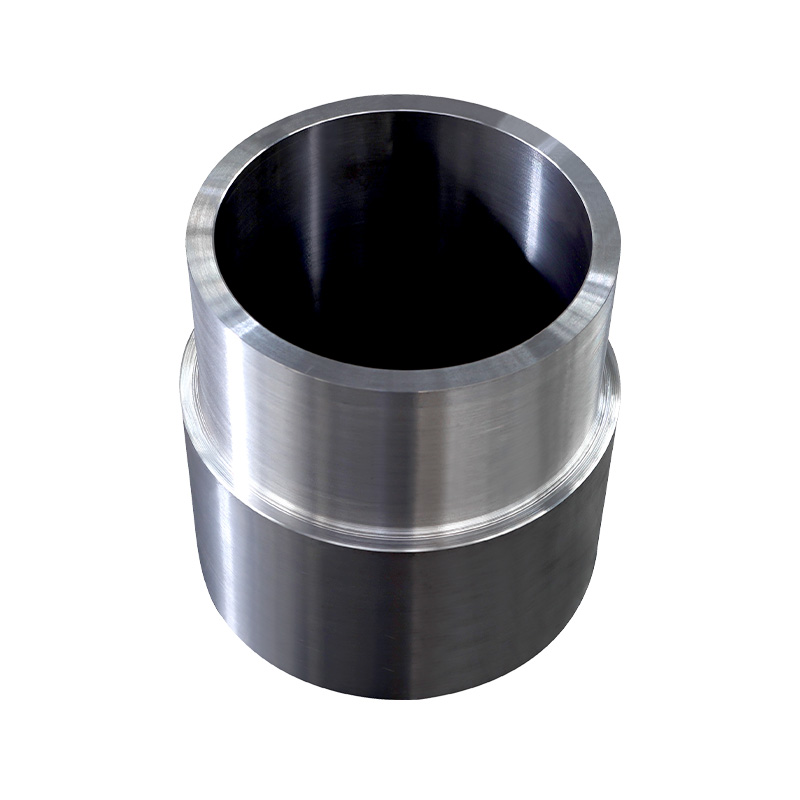
Forjamento em matriz fechada
O forjamento de aço em matriz fechada (matriz de impressão) é o processo dominante para a produção em alto volume de peças brutas de molas helicoidais automotivas, peças brutas de molas de válvulas e componentes de molas planas de formato preciso. O tarugo de aço é colocado em uma cavidade da matriz que define o formato tridimensional da peça, e a força de forjamento faz com que o material preencha a cavidade. Este processo alcança tolerâncias dimensionais de ±0,5 a ±1,5 mm em dimensões críticas, reduzindo a usinagem posterior.
Para aços para molas com alto teor de silício ou cromo, o gerenciamento da temperatura da matriz é particularmente importante. O tempo de contato entre o aço quente e as matrizes mais frias deve ser minimizado para evitar o resfriamento prematuro da superfície que prejudicaria o fluxo do metal, causando seções não preenchidas ou requisitos excessivos de força de forjamento. As modernas prensas de forjamento de matriz fechada para aço para molas operam com tonelagens de 2.500 a 16.000 toneladas, dependendo do tamanho da peça.
Forjamento de rolo
O forjamento por rolo utiliza rolos contornados para alongar e moldar uma barra ou tarugo aquecido, reduzindo progressivamente a seção transversal ao longo de seu comprimento. Este processo é particularmente adequado para molas de lâmina com perfis de espessura cônica – mais grossos no grampo central e progressivamente mais finos em direção aos olhos. As folhas cônicas distribuem a tensão de maneira mais uniforme ao longo do comprimento da mola, melhorando a resistência à fadiga em comparação com as folhas de espessura constante. O forjamento por rolo atinge essa conicidade de forma eficiente em uma ou duas passagens pelos rolos, com custo de ferramental muito menor do que operações equivalentes de matriz fechada.
Forjamento a quente de aço para molas
Forjamento a quente - realizado em temperaturas entre a conformação a frio e o forjamento totalmente a quente, normalmente 650–900°C para aços para molas – oferece um compromisso útil. A formação de incrustações é reduzida em comparação com o forjamento a quente, a precisão dimensional melhora e as propriedades mecânicas muitas vezes excedem aquelas da conformação a frio devido à recuperação parcial do endurecimento por trabalho. Para fio de mola helicoidal de tamanho médio que será enrolado na condição quente e depois diretamente temperado do calor de formação, o forjamento a quente ou o enrolamento a quente encurtam o ciclo geral do processo e reduzem o consumo de energia em comparação com as etapas separadas de formação e reaquecimento.
Principais aplicações de aço para molas em todas as indústrias
O perfil mecânico exclusivo do aço para molas o torna indispensável em dezenas de indústrias. Os seguintes setores dependem dele para aplicações específicas e críticas de desempenho.
Suspensão de veículos automotivos e comerciais
A indústria automotiva é a maior consumidora de aço para molas em todo o mundo. Um carro de passageiros típico contém 4 molas helicoidais e 2 barras estabilizadoras , todos fabricados em aço para molas - geralmente 5160 ou 54SiCr6. Caminhões comerciais pesados contam com conjuntos de molas de múltiplas lâminas feitos de 9255 ou graus similares de Si-Mn que podem transportar cargas por eixo de até 13 toneladas por eixo enquanto suportam milhões de ciclos de carga induzidos pela estrada durante a expectativa de vida útil de 1 milhão de quilômetros de um veículo.
As molas de lâmina parabólicas - onde cada lâmina é um único elemento cônico em vez de uma tira de espessura uniforme - são um refinamento de engenharia possibilitado pelo forjamento de rolos de precisão e pela moderna qualidade do aço para molas. Ao afunilar a folha para seguir o perfil de distribuição de tensão, o material é concentrado onde é necessário e removido onde não é, reduzindo o peso da mola em 30–50% em comparação com embalagens multifolhas convencionais que transportam a mesma carga.
Aeroespacial e Defesa
As molas do trem de pouso de aeronaves, as molas de retorno da superfície de controle e os mecanismos do assento ejetável usam aços para molas de alta liga processados por meio de rigorosas sequências de forjamento de aço e tratamento térmico. As especificações militares para esses componentes impõem protocolos de inspeção de 100%, incluindo testes ultrassônicos, inspeção de partículas magnéticas e verificação dimensional, muito mais rigorosos do que os padrões automotivos comerciais. O grau 300M (um 4340 modificado com adição de silício) é usado em algumas aplicações de molas de trem de pouso de altíssimo desempenho, proporcionando resistência à tração acima 1900MPa com tenacidade adequada para carga de impacto.
Máquinas e Ferramentas Industriais
Molas de matriz, arruelas Belleville, molas de fixação em máquinas-ferramentas e molas de acoplamento de transmissão de força usam aço para molas. Nas matrizes de estampagem, os conjuntos de molas a gás nitrogênio substituíram amplamente as molas helicoidais mecânicas em aplicações de alta taxa, mas as molas de retorno e ejeção em ferramentas menores permanecem predominantemente de aço para molas. A capacidade de fornecer essas molas em tiras e barras pré-endurecidas - prontas para usinar ou moldar sem tratamento térmico adicional - é uma vantagem de produção importante para os fabricantes de ferramentas.
Ferrovia e transporte coletivo
Os truques ferroviários (conjuntos de caminhões com rodas) usam molas helicoidais empilhadas e molas sanduíche de borracha-metal para isolar a carroceria do carro das irregularidades dos trilhos. As molas helicoidais em um bogie ferroviário de passageiros típico devem suportar cargas estáticas de 15–25 kN por mola ao mesmo tempo que absorve entradas dinâmicas em frequências de até 50 Hz em intervalos de serviço entre substituições de 2 a 5 milhões de quilômetros. Esses requisitos de fadiga extrema orientam a especificação de classes premium de aço para molas Si-Cr processadas por meio de forjamento de aço certificado e sequências de tratamento térmico com documentação completa de rastreabilidade.
Modos de falha comuns em aço para molas e como evitá-los
Compreender como o aço para molas falha em serviço informa diretamente a seleção de materiais, escolhas de processamento e práticas de manutenção. A maioria das falhas se enquadra em uma das cinco categorias.
- Fratura por fadiga — o modo de falha mais comum, originado em defeitos superficiais, zonas descarbonetadas ou inclusões subterrâneas. Prevenção: rigoroso controle de qualidade superficial, atmosferas protetoras durante o tratamento térmico, shot peening e operação em amplitudes de tensão bem abaixo do limite de resistência.
- Fadiga por corrosão — os poços de corrosão atuam como concentradores de tensão que iniciam fissuras por fadiga em tensões muito abaixo do limite de resistência ar-ambiente. Prevenção: revestimentos protetores, tipos de aço inoxidável para molas ou proteção contra exposição à umidade.
- Fragilização por hidrogênio — a absorção de hidrogênio durante os processos de galvanoplastia ou decapagem ácida causa fratura frágil retardada. Prevenção: cozer a 190–220°C no prazo de 4 horas após o plaqueamento para eliminar o hidrogénio absorvido; especificando processos de revestimento com baixo teor de hidrogênio.
- Conjunto permanente (relaxamento de fluência) — perda progressiva da carga da mola em temperaturas elevadas ou sob alta carga estática sustentada. Prevenção: use ligas de Si para aplicações em temperaturas elevadas; verifique se a tensão operacional está abaixo do limite de relaxamento do material.
- Defeitos de forjamento — voltas, fechamentos a frio ou rupturas de forjamento devido ao controle inadequado da temperatura de forjamento do aço criam trincas pré-existentes que reduzem drasticamente a vida útil em fadiga. Prevenção: protocolos rígidos de aquecimento de tarugos, design de matriz que evita concentrações de tensão em raios acentuados e inspeção ultrassônica de 100% de peças forjadas acabadas em aplicações críticas.
Selecionando o tipo certo de aço para molas - uma estrutura de decisão prática
A seleção de notas nunca é arbitrária. Trabalhar com essas considerações evita sistematicamente o cenário dispendioso de uma mola que é geometricamente correta, mas metalurgicamente errada para sua aplicação.
- Qual é a faixa de temperatura operacional? Abaixo de 120°C, a maioria dos aços carbono ou ligas para molas apresentam desempenho confiável. Entre 120°C e 250°C, são preferidos graus de liga de silício (Si-Mn, Si-Cr). Acima de 250°C, são necessários materiais de mola de alta liga ou superliga.
- Qual é o ambiente de corrosão? Se houver expectativa de exposição à umidade, sal ou produtos químicos, especifique aço inoxidável para molas ou proteção de superfície projetada para graus de carbono desde o início.
- Quais são os requisitos do ciclo de fadiga? Para aplicações que exigem mais de 10⁷ ciclos (essencialmente vida infinita na maioria dos códigos de projeto), a amplitude da tensão deve ser mantida abaixo do limite de resistência e a qualidade da superfície deve ser rigorosamente controlada. A qualidade e o processamento devem ser especificados em conjunto, e não de forma independente.
- Qual é o tamanho da seção? Seções espessas requerem classes com alta temperabilidade (adições de Cr ou Mn) para obter dureza uniforme através da seção após a têmpera. Os aços carbono simples serão macios no núcleo em seções acima de aproximadamente 15 mm de diâmetro.
- O forjamento de aço será usado para moldagem? Se assim for, a forjabilidade à temperatura pretendida deve ser confirmada. Classes com alto teor de silício exigem janelas de temperatura de forjamento mais estreitas e podem precisar de sequências de prensagem modificadas em comparação com classes de carbono simples.
- Quais são as restrições de custo e disponibilidade? Classes padrão como 5160 e 9255 estão disponíveis em vários fornecedores em todo o mundo. Classes de alta liga ou especiais podem ter prazos de entrega mais longos e custos de material mais elevados, o que influencia as escolhas de projeto para aplicações sensíveis ao custo.
Este processo de decisão, aplicado sistematicamente, leva a uma especificação de material e processamento que proporciona uma vida útil confiável sem projeto excessivo - e sem as falhas de campo que resultam da atenção inadequada à interação entre o tipo de aço, o tratamento térmico, a condição da superfície e o ambiente operacional.



