Como funciona o forjamento de aço: a resposta direta
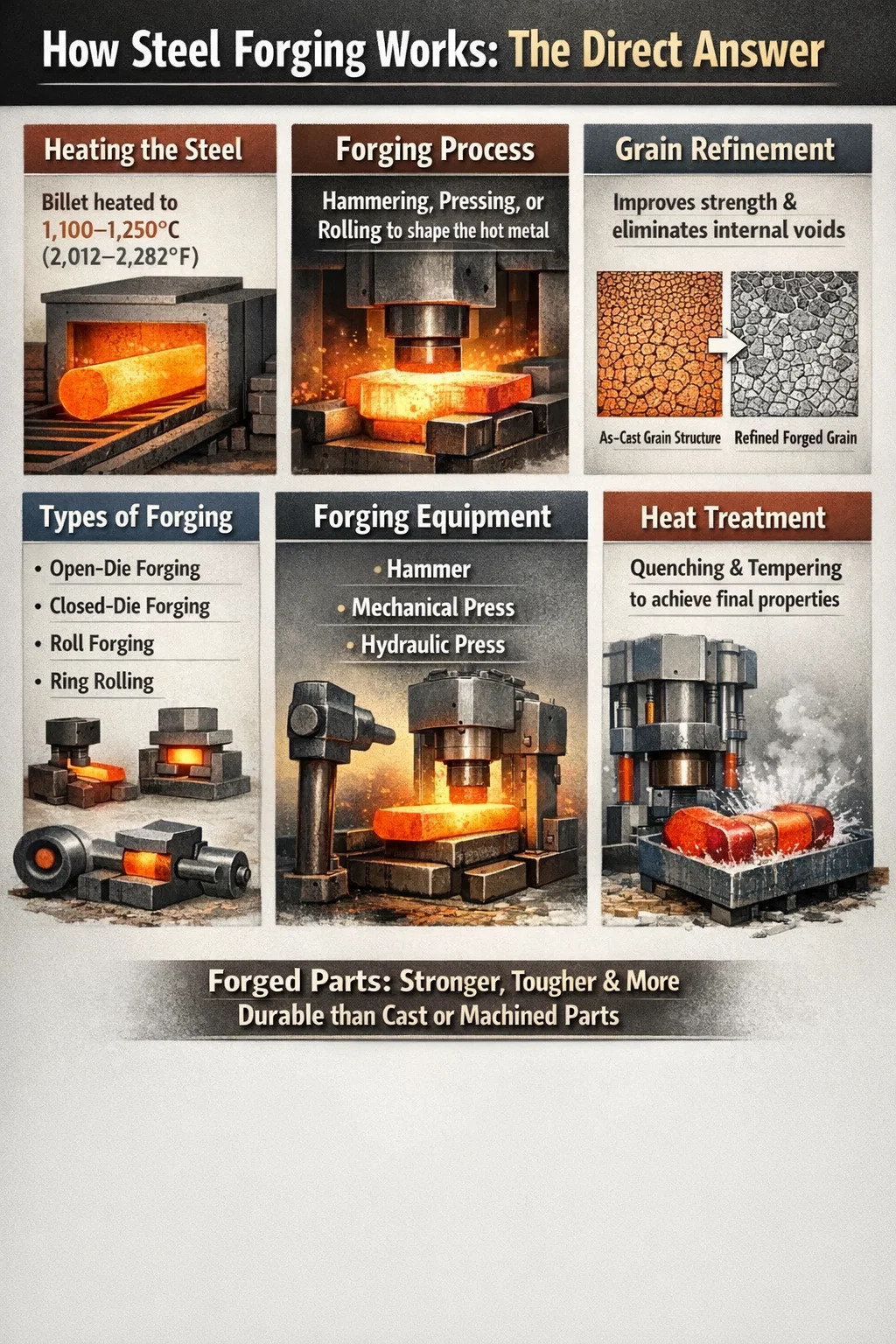
Forjamento de aço é o processo de moldar o aço aplicando força compressiva - seja por martelamento, prensagem ou laminação - enquanto o metal é aquecido a uma temperatura que o torna plástico e trabalhável, mas não fundido. O resultado é uma peça com propriedades mecânicas superiores em comparação com componentes fundidos ou usinados, porque o processo de forjamento refina a estrutura interna do grão e elimina vazios internos.
Em termos práticos, um tarugo ou lingote de aço é aquecido entre 1.100°C e 1.250°C (2.012°F a 2.282°F) para forjamento a quente – o método industrial mais comum – depois colocado sob uma prensa ou martelo que o deforma no formato desejado. A peça moldada é então resfriada sob condições controladas e acabada por meio de usinagem, tratamento térmico ou processamento de superfície.
Esta não é uma técnica única, mas uma família de processos relacionados. Dependendo da geometria da peça, volume de produção, tolerâncias exigidas e qualidade do material, os fabricantes escolhem entre forjamento em matriz aberta, forjamento em matriz fechada (matriz de impressão), forjamento em rolo, laminação de anel ou forjamento isotérmico. Cada um oferece diferentes compensações entre utilização de material, custo de matriz, precisão dimensional e complexidade alcançável.
A matéria-prima: escolhendo o aço certo para forjar
Nem todo tipo de aço é forjado da mesma maneira. O teor de carbono, os elementos de liga e a limpeza do fundido afetam a forma como o material flui sob pressão e as propriedades que a peça acabada atinge. Os aços forjáveis são amplamente agrupados da seguinte forma:
- Aços de baixo carbono (0,05–0,30% C): Altamente dúctil e fácil de forjar; usado para peças estruturais, parafusos e eixos que não requerem extrema dureza.
- Aços de médio carbono (0,30–0,60% C): O carro-chefe da indústria de forja; classes como AISI 1040 e 4140 são usadas para virabrequins, bielas, engrenagens e eixos.
- Aços de alto carbono (0,60–1,00% C): Mais duro e mais forte, mas mais sensível a rachaduras durante o forjamento; usado para molas, trilhos e ferramentas de corte.
- Aços-liga (séries 4000, 8000): As adições de cromo, molibdênio, níquel e vanádio melhoram a temperabilidade e a tenacidade; comum em máquinas aeroespaciais e pesadas.
- Aços inoxidáveis (séries 300 e 400): Exigem pressões de forjamento mais altas e controle de temperatura mais rígido; usado em aplicações químicas, de processamento de alimentos e médicas.
O material de forjamento chega na forma de barras redondas, tarugos cortados de barras laminadas ou lingotes para peças muito grandes. O peso do tarugo para componentes automotivos normalmente varia de 0,5kg a 30kg , enquanto grandes peças forjadas industriais – como eixos de turbinas ou flanges de vasos de pressão – podem começar a partir de lingotes pesando várias toneladas.
Aquecimento do Aço: Temperatura, Fornos e Controle de Escala
O aquecimento é onde o processo de forjamento realmente começa, e é muito mais controlado do que sugere a imagem de uma barra brilhante retirada do fogo. Errar a temperatura - mesmo em 50°C - pode significar peças forjadas rachadas, desgaste excessivo da matriz ou peças que falham na inspeção.
Faixas de temperatura de forjamento por tipo de aço
| Classe de aço | Temperatura inicial de forjamento (°C) | Temperatura de acabamento do forjamento (°C) | Aplicação Típica |
|---|---|---|---|
| AISI 1020 (baixo C) | 1.260 | 900 | Suportes estruturais, parafusos |
| AISI 4140 (Cr-Mo) | 1.230 | 850 | Virabrequins, engrenagens |
| AISI 4340 (Ni-Cr-Mo) | 1.200 | 870 | Trem de pouso de aeronaves |
| 304 Inox | 1.150 | 900 | Corpos de válvulas, flanges |
| Aço ferramenta H13 | 1.100 | 900 | Inserções de matriz, ferramentas |
Os fornos de forjamento industrial são fornos de soleira rotativa a gás, fornos empurradores ou sistemas de aquecimento por indução. O aquecimento por indução tornou-se dominante na produção de grandes volumes de tarugos menores porque aquece um tarugo de 50 mm de diâmetro até a temperatura de forjamento em menos de 60 segundos , elimina quase totalmente o dimensionamento da superfície e usa aproximadamente 30–40% menos energia do que sistemas equivalentes de fornos a gás.
A incrustação – a camada de óxido de ferro que se forma na superfície durante o aquecimento do forno a gás – é um problema persistente. Se a incrustação for pressionada na superfície da peça pelo contato da matriz, ela criará defeitos superficiais que exigirão usinagem adicional ou causarão rejeição. Jatos de descalcificação de água de alta pressão operando em 150–200 barras são padrão nas linhas de prensa para descalcificar imediatamente antes do tarugo entrar na matriz.
Forjamento em matriz aberta: flexibilidade para peças grandes e personalizadas
O forjamento em matriz aberta - também chamado de forjamento livre ou forjamento de ferreiro - usa matrizes planas, em forma de V ou de contorno simples que não envolvem a peça de trabalho. O operador ou sistema automatizado gira e reposiciona o tarugo entre cada golpe de prensa, trabalhando-o gradualmente no formato desejado. Esta técnica dá à forja uma enorme flexibilidade: um único conjunto de matrizes planas pode produzir qualquer número de formatos de peças diferentes simplesmente alterando a forma como a peça de trabalho é manipulada.
O forjamento em matriz aberta é o método preferido para peças que são muito grandes para matrizes fechadas – eixos de rotor de turbina, eixos de hélice de navios, flanges grandes, cascos de vasos de pressão e rolos de moinho. As peças produzidas desta forma podem pesar de alguns quilogramas até várias centenas de toneladas . A prensa de 300 MN do Segundo Grupo de Indústria Pesada da China é uma das maiores do mundo, capaz de forjar componentes de titânio e aço para usinas nucleares e estruturas de aeronaves.
A sequência do processo para um eixo grande normalmente é assim:
- O lingote é fundido e solidificado; as seções superior (riser) e inferior (butt) com segregação e vazios são cortadas, removendo até 20–25% do peso original do lingote .
- O lingote restante é reaquecido e virado (comprimido axialmente) para quebrar a estrutura do grão fundido e fechar os vazios internos.
- O tarugo é esticado (alongado) sob a prensa, girando gradativamente entre os golpes para trabalhar o material uniformemente.
- Vários reaquecimentos são necessários para peças grandes para manter a temperatura de trabalho acima do limite de acabamento do forjamento.
- O forjamento bruto é usinado em desbaste para remover irregularidades da superfície e verificado por ultrassom quanto a defeitos internos.
A utilização de material no forjamento em matriz aberta é menor do que no trabalho em matriz fechada - normalmente 60–75% do peso inicial do lingote acaba no forjamento acabado. O restante é removido como corte, escala e material de usinagem. Apesar disso, para peças muito grandes ou únicas, os baixos custos da matriz tornam a matriz aberta a única opção economicamente viável.
Forjamento em matriz fechada: precisão e produção em alto volume
O forjamento em matriz fechada - também chamado de forjamento em matriz de impressão - usa metades superiores e inferiores da matriz combinadas que contêm a impressão negativa exata da peça acabada. Quando a prensa fecha, o tarugo de aço aquecido preenche a cavidade da matriz e assume a forma precisa da impressão. O excesso de metal é espremido em um anel fino chamado flash, que é posteriormente cortado.
Este é o método dominante para a produção em alto volume de componentes estruturais e mecânicos: bielas automotivas, juntas de direção, cubos de rodas, longarinas de asas de aeronaves e ferramentas manuais. O forjamento moderno em matriz fechada atinge tolerâncias dimensionais de ±0,5 mm ou mais apertado em componentes de tamanho médio, reduzindo significativamente a usinagem posterior em comparação com a fundição.
A sequência de matrizes multiestações
Peças complexas raramente são forjadas até a forma final com um único golpe. O bloco de moldes é dividido em múltiplas estações de impressão dispostas em sequência:
- Impressão mais completa: Redistribui o metal longitudinalmente, reduzindo a seção transversal em pontos específicos.
- Impressão de borda: Reúne o metal em zonas específicas e molda aproximadamente o perfil da seção transversal.
- Impressão do bloqueador: Pré-forma a peça de trabalho em um formato que se assemelha muito à peça final, mas com raios maiores e mais inclinação.
- Impressão final: Traz a peça à geometria final, formando detalhes finos e raios estreitos. O Flash é gerado aqui.
Para uma biela automotiva típica em AISI 4140, toda a sequência - desde a inserção do tarugo até a extração do forjamento aparado - leva menos de 30 segundos em uma prensa mecânica moderna de 25.000 a 40.000 kN. Uma única linha de forjamento pode produzir 600 a 1.200 bielas por hora .
Utilização de Flash e Material
Flash normalmente representa 10–20% do peso do tarugo no forjamento convencional em matriz fechada. O forjamento sem rebarba — uma variante em que a matriz é totalmente fechada e o volume do tarugo corresponde precisamente à cavidade — pode eliminar esse desperdício, mas requer uma preparação muito precisa do tarugo e forças de prensagem mais altas. Ele é usado para peças como peças brutas de engrenagens e anéis de rolamentos, onde a economia de custos de material justifica a complexidade adicional.
Forjamento de rolos e laminação de anéis: métodos de modelagem especializados
Além das duas categorias principais de forjamento, vale a pena compreender vários processos especializados de forjamento de aço porque dominam categorias específicas de produtos.
Forjamento de rolo
No forjamento por rolo, o tarugo aquecido passa entre dois rolos em rotação contrária com ranhuras moldadas usinadas em suas superfícies. À medida que o tarugo passa, os rolos reduzem sua seção transversal e a alongam, distribuindo o metal no padrão preciso necessário para a próxima operação de forjamento. O forjamento por rolo é amplamente utilizado como uma etapa de pré-formação antes do forjamento em matriz fechada de peças alongadas, como bielas e peças brutas de molas de lâmina. Melhora a distribuição do material e reduz o número de impressões de matriz fechada necessárias, reduzindo o desgaste da matriz e o tempo de ciclo.
Rolamento de Anel
A laminação de anéis produz anéis sem costura perfurando um furo em uma peça forjada em forma de disco e depois expandindo-o entre um rolo principal acionado e um rolo intermediário, enquanto os rolos axiais planos controlam a altura do anel. O resultado é um anel sem costura com uma estrutura de grãos que flui continuamente em torno de sua circunferência – uma vantagem estrutural significativa em relação aos anéis cortados de chapa ou fabricados por soldagem.
Os anéis laminados variam desde pequenas pistas de rolamento pesando menos de 1 kg a enormes flanges de turbinas eólicas e flanges de vasos de reatores nucleares com diâmetros externos superiores 8 metros e pesos acima 100 toneladas . A indústria aeroespacial depende fortemente de componentes laminados de titânio e aço para carcaças, estruturas e anteparas de motores a jato.
Forjamento a frio e a quente: aço trabalhando abaixo do calor vermelho
O forjamento a quente não é a única opção. Forjamento a frio - realizado à temperatura ambiente ou próximo a ela - e forjamento a quente - normalmente em 650–900°C para aço — oferecem diferentes combinações de acabamento superficial, precisão dimensional e desempenho mecânico.
Forjamento a Frio
O forjamento a frio do aço depende do endurecimento por trabalho: à medida que o metal se deforma plasticamente, sua densidade de deslocamento aumenta e ele se torna progressivamente mais forte. Peças produzidas por forjamento a frio podem atingir acabamentos superficiais de Ra 0,4–1,6 µm e tolerâncias dimensionais mais apertadas do que ±0,05mm sem qualquer usinagem. A produção em alto volume de cavilhas, porcas, parafusos e peças brutas de engrenagens formadas a frio são aplicações primárias.
A limitação são as grandes forças necessárias. O forjamento a frio de um aço de baixo carbono requer tensões de fluxo de 500–800MPa , em comparação com 80–150 MPa para o mesmo material em temperaturas de forjamento a quente. As matrizes desgastam-se rapidamente e o aço normalmente deve ser recozido e relubrificado (geralmente com sistemas de sabão de fosfato) entre os estágios para operações de conformação de múltiplos passes.
Forjamento a Quente
O forjamento a quente fica entre o quente e o frio em termos de temperatura e resultado. Em temperaturas intermediárias, a tensão de fluxo é reduzida em comparação com o trabalho a frio – diminuindo os requisitos de tonelagem da prensa – enquanto a qualidade da superfície e a precisão dimensional são muito melhores do que o forjamento a quente porque há menos formação de incrustações e a contração térmica é menor. O forjamento a quente é cada vez mais usado para engrenagens de precisão e componentes de juntas homocinéticas no sistema de transmissão automotivo, onde a combinação de precisão de formato quase final e boa integridade superficial reduz o custo total de fabricação em comparação com sequências de forjamento a quente e então usinagem.
Equipamentos de Forjamento: Martelos, Prensas Mecânicas e Prensas Hidráulicas
A máquina que fornece a força de forjamento molda a economia, a capacidade e a taxa de produção da operação tanto quanto o projeto da matriz. Três tipos principais de máquinas dominam o forjamento de aço industrial:
Forjando martelos
Os martelos fornecem energia derrubando ou empurrando um aríete para baixo em alta velocidade. A energia de deformação é a energia cinética do aríete em movimento. Os martelos de queda gravitacional são o tipo mais simples; martelos elétricos usam vapor, ar comprimido ou pressão hidráulica para acelerar o aríete, atingindo energias de impacto de 5 kJ a mais de 1.000 kJ para grandes martelos a vapor de dupla ação. Os martelos são adequados para forjamento em matriz aberta de formas complexas porque vários golpes rápidos podem trabalhar o material progressivamente. A alta taxa de deformação dos golpes de martelo também significa menos tempo de contato com a matriz e menor carga térmica da matriz.
Prensas de forjamento mecânico
As prensas mecânicas usam uma manivela excêntrica acionada por volante para converter a energia rotacional em um único golpe de aríete por revolução. As capacidades variam de 5.000 kN a 125.000 kN . Seu curso fixo e posição previsível do aríete os tornam ideais para trabalhos de matriz fechada de múltiplas impressões com estreita repetibilidade dimensional. Uma prensa mecânica de 63.000 kN – um tamanho comum para peças forjadas automotivas pesadas – normalmente funciona a 40–80 golpes por minuto , permitindo taxas de produção muito altas.
Prensas Hidráulicas de Forjamento
As prensas hidráulicas geram força através de fluido de alta pressão atuando em um cilindro. Ao contrário das prensas mecânicas, elas podem suportar a tonelagem completa durante todo o curso e podem ser programadas com perfis complexos de velocidade e força do aríete. Isso os torna essenciais para o forjamento isotérmico de superligas aeroespaciais, onde são necessárias taxas de deformação lentas para evitar aquecimento adiabático e rachaduras, e para operações de matriz aberta muito grandes. As maiores prensas de forjamento do mundo — incluindo a Prensa de 750 MN na VSMPO-AVISMA na Rússia — são hidráulicos.
O que acontece com a estrutura dos grãos durante o forjamento do aço
A superioridade mecânica dos forjados sobre os fundidos vem diretamente do que o forjamento faz com a microestrutura interna do aço. A compreensão disso explica por que os forjados são especificados para aplicações críticas, mesmo quando custam significativamente mais.
O aço fundido contém uma estrutura de grãos dendríticos grosseiros com segregação química entre os limites dos grãos e vazios ou porosidades de contração interna. Quando este material é forjado, várias coisas acontecem simultaneamente:
- Refinamento de grãos: Grandes grãos fundidos são quebrados por deformação plástica e então recristalizam em grãos equiaxiais menores e mais uniformes durante e após o trabalho a quente. Grãos menores significam melhor tenacidade e resistência à fadiga.
- Fechamento de vazio: A porosidade interna e a microrretração são compactadas e soldadas pelas tensões de compressão do forjamento, particularmente em operações de matriz aberta de múltiplos passes com altas taxas de redução.
- Fluxo de fibra: Inclusões não metálicas e longarinas de metal duro são alongadas e alinhadas com a direção do fluxo do metal, criando um padrão de fluxo de grãos. Quando a matriz de forjamento é projetada corretamente, esse fluxo de fibra segue o contorno da peça, e as linhas de fluxo de grãos correm paralelas ao eixo de tensão em serviço – melhorando significativamente a resistência à fadiga em comparação com uma peça bruta usinada onde as linhas de fluxo são cortadas.
- Homogeneização: O aquecimento e a deformação repetidos distribuem os elementos de liga de maneira mais uniforme, reduzindo os gradientes de composição que enfraquecem as estruturas fundidas.
Um componente de aço bem forjado pode apresentar resistência à fadiga até 40% maior, resistência à tração 20% maior e resistência ao impacto notavelmente superior em comparação com um componente fundido de mesma composição nominal. Em aplicações como trens de pouso de aeronaves ou virabrequins automotivos – onde cargas cíclicas e cargas de choque ocasionais são fatores determinantes do projeto – esses ganhos não são marginais.
Tratamento Térmico Após Forjamento: Completando o Ciclo Metalúrgico
Para a maioria das ligas de aço forjadas, a operação de forjamento por si só não fornece as propriedades mecânicas finais exigidas. O tratamento térmico pós-forjamento é a etapa que fixa a combinação desejada de resistência, dureza e tenacidade.
Normalizando
Aquecimento para 850–950°C e o resfriamento a ar refina a estrutura do grão e homogeneiza a microestrutura após o forjamento. A normalização é frequentemente especificada como um tratamento de base para forjados de aço carbono e de baixa liga antes da usinagem final e às vezes é o único tratamento térmico necessário para aplicações de baixo desempenho.
Têmpera e Revenimento (Q&T)
Para ligas de aço forjadas de alto desempenho, a austenitização (normalmente 830–900°C ), têmpera em água, óleo ou polímero e, em seguida, revenido em 450–680°C é a rota padrão para obter alta resistência com tenacidade adequada. Um forjamento de aço AISI 4340 na condição Q&T pode atingir resistências à tração de 1.000–1.800 MPa dependendo da temperatura de revenido, tornando-o adequado para componentes estruturais de aeronaves e peças de transmissão para serviços pesados.
Recozimento e alívio de estresse
Grandes peças forjadas com geometria complexa podem reter tensões residuais significativas decorrentes do resfriamento irregular após o forjamento. Um recozimento de alívio de tensão em 550–650°C — abaixo da temperatura de transformação — reduz a tensão residual sem alterar substancialmente a dureza, evitando distorções durante a usinagem final. Esta etapa é uma prática padrão para grandes corpos de válvulas, blocos de matrizes e componentes de vasos de pressão.
Controle de qualidade e testes em forjamento de aço
As peças forjadas de aço destinadas a aplicações críticas passam por um rigoroso regime de inspeção que abrange a qualidade superficial e interna. Os testes específicos exigidos dependem do padrão da indústria – ASTM, EN, JIS ou especificações específicas do cliente – mas os seguintes são amplamente aplicados:
- Teste ultrassônico (UT): Ondas sonoras de alta frequência detectam falhas internas – rachaduras, vazios, inclusões – que são invisíveis na superfície. Necessário para praticamente todas as peças forjadas de equipamentos aeroespaciais, nucleares e de pressão; os critérios de aceitação são definidos por zona (por exemplo, nenhuma indicação excedendo 2 mm de furo de fundo plano equivalente na zona do furo).
- Inspeção de Partículas Magnéticas (MPI): Detecta trincas superficiais e próximas à superfície em aços ferromagnéticos, magnetizando a peça e aplicando suspensão de partículas ferrosas. Padrão para peças forjadas críticas para a segurança automotiva, como juntas de direção e cubos de roda.
- Teste de dureza: A dureza Brinell ou Rockwell medida em superfícies usinadas confirma que o tratamento térmico atingiu a faixa de propriedades desejada.
- Teste de tração e impacto: Testes destrutivos em cupons de teste forjados separadamente - ou de prolongamentos forjados na peça - verificam a resistência ao escoamento, a resistência à tração final, o alongamento e a energia de impacto Charpy V-notch em temperaturas especificadas.
- Inspeção Dimensional: Verificação CMM (máquina de medição por coordenadas) de todas as dimensões críticas em relação ao desenho de engenharia, com rastreabilidade total dos dados de medição.
O teste de macro-decapagem – corte, polimento e ataque químico de uma seção transversal de uma peça forjada com uma solução de ácido diluído – revela as linhas de fluxo dos grãos, confirma se elas seguem o padrão pretendido e expõe qualquer segregação interna, tubulação ou costuras que o UT possa perder. Este teste é comumente especificado para qualificação de primeiro artigo de novos projetos de matrizes.
Defeitos comuns em peças forjadas de aço e suas causas
Mesmo operações de forjamento bem controladas produzem peças defeituosas. Reconhecer a causa raiz de cada tipo de defeito é essencial para corrigir o processo antes que grandes quantidades de sucata se acumulem.
| Defeito | Descrição | Causa Primária |
|---|---|---|
| Voltas e dobras | Irregularidades de superfície dobradas em parte | Design incorreto da matriz ou flash excessivo que dobra para trás |
| Fechamento a frio | Pele superficial oxidada presa dentro do forjamento | Duas correntes de metal se encontrando em baixa temperatura |
| Rachadura | Fratura superficial ou interna | Forjamento abaixo da temperatura mínima, taxa de redução excessiva |
| Subenchimento | Preenchimento incompleto da cavidade, falta de material | Peso do tarugo ou tonelagem de prensagem insuficiente |
| Poços de escala | Escala de óxido pressionada na superfície | Descalcificação inadequada antes do contato com a matriz |
| Descarbonetação | Camada superficial sem carbono, baixa dureza | Oxidação excessiva da atmosfera do forno |
Onde as peças de aço forjado são usadas: aplicações industriais
As peças forjadas de aço são encontradas em praticamente todas as indústrias onde os componentes devem suportar altas tensões, cargas repetidas ou temperaturas elevadas. Os seguintes setores respondem pela grande maioria da produção global de forjamento:
Indústria Automotiva
O setor automotivo consome cerca de 60% de todas as peças forjadas produzidas globalmente . Um carro de passageiros típico contém mais de 250 componentes forjados: virabrequins, bielas, árvores de comando, engrenagens de transmissão, juntas de direção, cubos de roda, pinças de freio, braços de suspensão e carcaças de juntas homocinéticas. A mudança para veículos elétricos está mudando o mix – menos virabrequins e pistões – mas aumentando a demanda por grandes componentes estruturais de compartimentos de baterias e eixos de motores elétricos.
Aeroespacial e Defesa
As peças forjadas aeroespaciais estão sujeitas aos mais rigorosos requisitos de certificação de materiais e processos de qualquer indústria. Os componentes estruturais da fuselagem – longarinas das asas, estruturas da fuselagem, suportes do trem de pouso – e componentes do motor – discos de compressor, discos de turbina, eixos – são quase exclusivamente forjados. Uma única aeronave comercial de fuselagem larga contém mais de 1.500 peças forjadas , muitos deles grandes peças de alumínio ou titânio em vez de aço, mas peças forjadas de aço de alta resistência dominam os trens de pouso e sistemas de atuação.
Petróleo, Gás e Geração de Energia
Flanges de vasos de pressão, corpos de válvulas, acessórios de tubulações, componentes de cabeças de poço e rotores de turbinas são aplicações críticas de forjamento no setor de energia. Essas peças operam sob alta pressão, alta temperatura e ambientes frequentemente corrosivos onde a porosidade da fundição seria um risco inaceitável. Grandes peças forjadas de rotores de turbinas para usinas de energia a vapor podem pesar mais de 200 toneladas após a usinagem final e exigem meses de forjamento, tratamento térmico e testes antes da entrega.
Equipamentos de construção e mineração
Elos de esteira, rodas dentadas, dentes de caçamba, brocas de perfuração e pinos estruturais em equipamentos pesados de construção e mineração dependem de aço forjado por sua resistência ao impacto e à abrasão. As cargas dinâmicas extremamente altas observadas por esses componentes – um grande dente de caçamba de escavadeira pode absorver dezenas de milhares de ciclos de impacto por turno – tornam a resistência superior das peças forjadas essencial para uma vida útil aceitável.
Desenvolvimentos modernos em tecnologia de forjamento de aço
A física central do forjamento do aço não mudou – o metal ainda flui sob pressão quando aquecido – mas a tecnologia que envolve o processo avançou substancialmente nas últimas duas décadas.
Simulação de Análise de Elementos Finitos (FEA) do processo de forjamento - usando software como Deform, FORGE ou Simufact - permite que os engenheiros prevejam o fluxo do metal, a distribuição de deformação, a tensão da matriz e possíveis locais de defeitos antes de cortar uma única matriz. Isso reduziu drasticamente o número de iterações de teste de matrizes necessárias para novas peças complexas, reduzindo o tempo e o custo de desenvolvimento de matrizes em 30–50% em muitos casos.
Prensas hidráulicas e servomecânicas servocontroladas permitem perfis de velocidade de aríete programáveis, possibilitando o forjamento a quente e isotérmico de materiais que anteriormente exigiam equipamentos dedicados ou que não eram viáveis no forjamento em matriz. O aríete pode ser desacelerado em estágios críticos para controlar a geração de calor e o fluxo de metal, ou acelerado para otimizar o tempo de ciclo em operações menos sensíveis.
Células de forjamento automatizadas A combinação de aquecedores por indução, manuseio robótico de tarugos, sistemas de transferência de prensas multieixos e inspeção visual em linha tornou possível operar linhas de forjamento de matriz fechada de alto volume com mão de obra direta mínima. Uma moderna linha de forjamento automotivo pode ter um operador supervisionando quatro a seis prensas , com inspeção de qualidade realizada por varredura a laser e sistemas de visão mecânica no final da linha.
Forjamento de precisão quase perfeito — produzir peças tão próximas da geometria final que a usinagem é reduzida a um leve acabamento apenas em superfícies funcionais — é cada vez mais comum em engrenagens automotivas e componentes de rolamentos. Essa abordagem reduz o tempo de usinagem, melhora a utilização do material e preserva o fluxo benéfico dos grãos que, de outra forma, a usinagem destruiria na superfície da peça.