Quais são as ligas de aço? Uma resposta direta
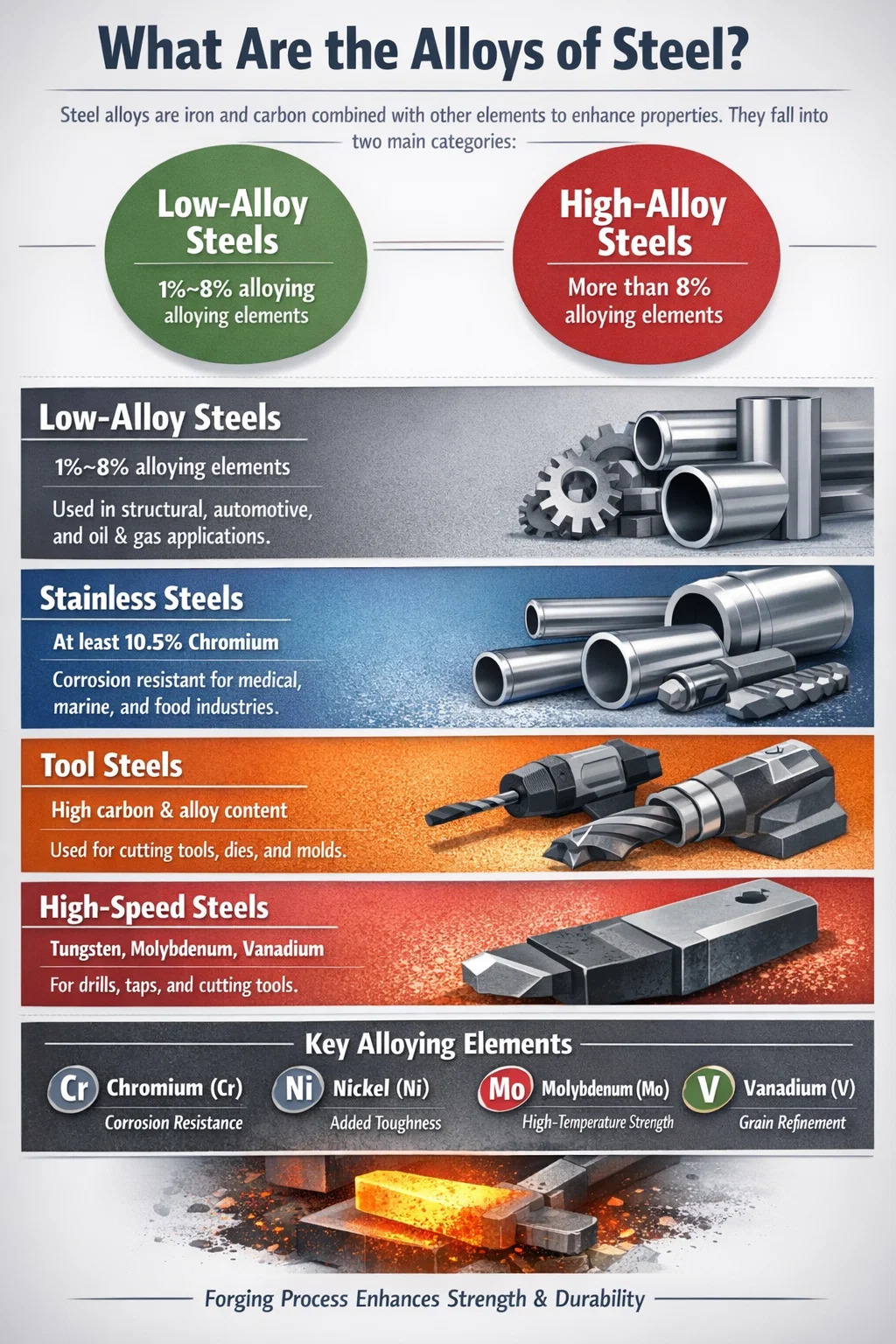
As ligas de aço são criadas pela combinação de ferro e carbono com um ou mais elementos de liga adicionais – como cromo, níquel, molibdênio, vanádio, manganês ou tungstênio – para produzir materiais com propriedades mecânicas, térmicas ou químicas específicas que o aço carbono simples não consegue fornecer por si só. A ampla família se divide em dois ramos principais: aços de baixa liga , que contêm menos de 8% do total de elementos de liga, e aços de alta liga , que excedem esse limite e incluem aços inoxidáveis e aços para ferramentas.
Dentro dessa família, as ligas de aço forjadas ocupam um nicho industrial crítico. Quando o aço-liga é moldado por forjamento - o processo de compressão de metal aquecido sob alta pressão - os componentes resultantes exibem uma estrutura de grão refinada, resistência superior à fadiga e tolerância dimensional mais rígida do que peças fundidas ou barras usinadas. As indústrias de petróleo e gás, aeroespacial e de geração de energia dependem fortemente de ligas de aço forjadas para peças que devem sobreviver a tensões extremas, temperaturas ou ambientes corrosivos.
As seções abaixo detalham as principais famílias de ligas, suas composições, a função de cada elemento de liga e como o forjamento transforma o aço-liga bruto em componentes de alto desempenho.
As principais categorias de ligas de aço
A classificação das ligas de aço segue vários sistemas sobrepostos – por conteúdo total da liga, por elemento de liga primário e por aplicação de uso final. A estrutura mais prática para engenheiros e compradores é a combinação do nível de conteúdo da liga e da identidade do elemento primário.
Aços de baixa liga
Esses aços contêm entre 1% e 8% do total de elementos de liga. Eles são os burros de carga da engenharia estrutural, da fabricação de vasos de pressão e das ligas de aço forjadas em grande escala. As classes comuns incluem AISI 4130, 4140, 4340 e 8620. Um forjamento de grau 4340, por exemplo, pode atingir uma resistência à tração de 1.080–1.470 MPa dependendo do tratamento térmico, tornando-o uma escolha ideal para componentes de trens de pouso de aeronaves, virabrequins e trens de serviço pesado.
Aços de alta liga
Quando o total de elementos de liga excede 8%, o aço é classificado como de alta liga. O subconjunto comercialmente mais significativo é o aço inoxidável, que requer pelo menos 10,5% de cromo para formar a camada de óxido passivo que resiste à corrosão. Aços para ferramentas de alta velocidade, aços para rolamentos e ligas resistentes ao calor também se enquadram aqui. Os aços Maraging - um grupo especializado de alta liga contendo 18-25% de níquel - alcançam resistência ultra-alta (até 2.400 MPa ) através de um mecanismo de envelhecimento de martensita, em vez do tratamento convencional de têmpera e revenido.
Aços Inoxidáveis
O aço inoxidável é tecnicamente um subconjunto do aço de alta liga, mas quase sempre é discutido separadamente devido à sua escala e diversidade. As quatro famílias principais são austenítica (série 300), ferrítica (série 400), martensítica (série 400 e 500) e duplex (2205, 2507). As classes Duplex combinam microestruturas austeníticas e ferríticas e oferecem aproximadamente duas vezes o limite de escoamento do padrão 316L, mantendo ao mesmo tempo uma resistência à corrosão comparável - uma razão pela qual eles dominam as tubulações offshore de petróleo e gás e os componentes da bomba, muitas vezes produzidos como peças forjadas de liga de aço inoxidável.
Aços para ferramentas
Os aços para ferramentas são classes de alto carbono e alta liga, projetados para dureza, resistência ao desgaste e estabilidade dimensional em temperaturas elevadas. Os grupos incluem endurecimento em água (série W), endurecimento em óleo (série O), endurecimento ao ar (série A), tipo D (alto cromo), trabalho a quente (série H) e aços rápidos (séries M e T). Uma classe como o aço rápido M2 contém aproximadamente 6% de tungstênio, 5% de molibdênio, 4% de cromo e 2% de vanádio , conferindo-lhe uma dureza vermelha excepcional para ferramentas de corte que operam perto de 600°C.
Principais elementos de liga e seus efeitos no aço
Cada elemento adicionado ao aço produz mudanças específicas e previsíveis na microestrutura e nas propriedades. Compreender esses efeitos é essencial ao especificar peças forjadas de aço-liga, porque as temperaturas de forjamento, as taxas de resfriamento e os tratamentos térmicos pós-forja devem levar em conta a química da liga.
| Elemento | Faixa típica (%) | Efeito Primário | Notas Comuns |
|---|---|---|---|
| Cromo (Cr) | 0,5–30% | Resistência à corrosão, temperabilidade, resistência ao desgaste | 4140, 52100, 316 |
| Níquel (Ni) | 0,5–36% | Dureza, resistência ao impacto em baixa temperatura, resistência à corrosão | 4340, aço criogênico com 9% Ni, maraging |
| Molibdênio (Mo) | 0,15–10% | Resistência a altas temperaturas, resistência à fluência, resistência à corrosão por pites | 4140, 316L, P91 |
| Vanádio (V) | 0,05–5% | Refinamento de grão, dureza, resistência ao desgaste em temperaturas elevadas | H13, M2, HSLA microligado |
| Manganês (Mn) | 0,3–14% | Endurecimento, desoxidação, endurecimento por trabalho (aço Hadfield) | 1045, Hadfield, HSLA |
| Tungstênio (W) | 1–20% | Dureza vermelha, retenção de dureza em alta temperatura | Aço rápido T1, T15 |
| Silício (Si) | 0,1–4% | Desoxidação, resistência à oxidação, resistência do aço da mola | Aço para mola 9260, aço elétrico-silício |
| Boro (B) | 0,0005–0,003% | Melhoria dramática da temperabilidade em níveis muito baixos | 10B30, classes de Boro HSLA |
A temperabilidade - a capacidade de um aço ser endurecido até uma determinada profundidade - é um dos parâmetros mais críticos para ligas de aço forjado. Uma seção espessa de forjamento que não endurece em seu núcleo terá um interior macio que limita a capacidade de suporte de carga. O cromo, o molibdênio e o manganês aumentam substancialmente a temperabilidade, e é por isso que classes como 4140 (Cr-Mo) e 4340 (Ni-Cr-Mo) são tão amplamente especificadas para peças forjadas de grande porte.
Classes comuns de ligas de aço e suas aplicações no mundo real
A seleção de classes raramente é abstrata — ela é orientada por condições operacionais específicas, geometria e restrições de custo. Os graus abaixo representam os aços-liga mais significativos comercialmente, muitos dos quais são rotineiramente processados como peças forjadas de aço-liga.
AISI 4140 (aço cromo-molibdênio)
Talvez o aço de baixa liga mais versátil em produção atualmente, o 4140 contém aproximadamente 0,95% de cromo e 0,20% de molibdênio ao lado de 0,38–0,43% de carbono. Na condição temperada e revenida atinge resistências à tração de 850–1.000 MPa com boa resistência à fadiga. É usado para semi-eixos, eixos de bombas, acoplamentos, hastes de pistão e engrenagens. Como peças forjadas de aço-liga, os componentes 4140 são encontrados em todo o campo de petróleo — em comandos de perfuração, subs e barras Kelly — porque a classe resiste à fadiga torcional em ambientes de fundo de poço.
AISI 4340 (aço níquel-cromo-molibdênio)
A adição de aproximadamente 1,65–2,00% de níquel à base Cr-Mo de 4340 melhora drasticamente a tenacidade e o endurecimento em seções grandes. Esta classe é o padrão para peças forjadas estruturais aeroespaciais, incluindo anteparas, acessórios de asas e componentes de trem de pouso. Pode ser tratado termicamente até uma resistência à tração mínima de 1.470 MPa, mantendo valores de impacto Charpy acima de 20 J a –40°C. AMS 6415 e AMS 6414 são as especificações de aquisição aeroespacial para este tipo, sendo que a última exige refusão por arco a vácuo (VAR) para limpeza superior.
AISI 8620 (aço de carburação de níquel-cromo-molibdênio)
O grau 8620 é um aço endurecível. Seu baixo núcleo de carbono (0,18–0,23%) mantém o interior resistente, enquanto a cementação da superfície com 0,8–1,0% de carbono cria uma caixa dura e resistente ao desgaste. Após a cementação e têmpera, a dureza superficial atinge 58–62 HRC , enquanto o núcleo permanece em 25–35 HRC. Engrenagens, pinhões e eixos de comando são aplicações clássicas de forjamento de liga de aço 8620 na fabricação de equipamentos automotivos e pesados.
AISI 52100 (aço para rolamentos com alto teor de carbono e cromo)
Com cerca de 1,0% de carbono e 1,5% de cromo , 52100 foi projetado para vida útil por fadiga por contato de rolamento em pistas de rolamentos e esferas. Atinge uma dureza superficial de 60–64 HRC após o endurecimento. Seus requisitos de limpeza excepcionalmente rigorosos — baixo teor de enxofre, fósforo, oxigênio e inclusão — significam que o 52100 é frequentemente produzido por meio de refusão por eletroescória (ESR). Os anéis de rolamento forjados no 52100 superam o desempenho da barra usinada devido ao alinhamento favorável do fluxo de grãos com a geometria do anel.
P91 e P92 (aços resistentes à fluência com 9% de cromo)
P91 (9Cr-1Mo-V-Nb) e P92 (9Cr-2W-0,5Mo-V-Nb) são aços cromo-molibdênio projetados para sistemas de vapor em usinas de geração de energia operando acima de 565°C. As peças forjadas P91 usadas em corpos de válvulas, caixas de vapor e carcaças de turbinas devem manter a estabilidade microestrutural durante a vida útil do projeto de 200.000 horas . Essas classes exigem tratamento térmico cuidadoso pós-soldagem e pós-forja (normalmente normalização de 760°C e têmpera de 760°C) para obter a microestrutura de martensita revenida adequada.
Aço Manganês Hadfield (Grau 1.3401 / ASTM A128)
O aço Hadfield contém aproximadamente 11–14% de manganês e 1,0–1,4% de carbono . Sua característica definidora é o endurecimento austenítico: sob impacto ou carga compressiva, a superfície endurece de aproximadamente 200 HB a mais de 550 HB enquanto a massa permanece tenaz. As mandíbulas do britador, as travessias dos trilhos e os dentes da caçamba da escavadeira dependem dessa propriedade. Como o aço Hadfield é difícil de forjar (ele endurece durante a deformação), a maioria dos grandes componentes Hadfield são fundidos em vez de forjados.
Por que o forjamento transforma o desempenho do aço-liga
Forjar não é apenas uma operação de moldagem – é um processo metalúrgico. Quando o aço-liga é aquecido até sua faixa de temperatura de forjamento (normalmente 1.050–1.250°C dependendo do grau) e deformado sob pressão, ocorrem diversas melhorias simultâneas na estrutura interna do metal.
Refinamento de grãos
A fundição produz grãos grossos e orientados aleatoriamente com segregação dendrítica. O forjamento quebra essa estrutura por meio de repetidos ciclos de deformação e recristalização. O resultado é uma estrutura de grãos finos e equiaxiais – normalmente tamanho de grão ASTM 5–8 – que resiste ao início e à propagação de trincas. Forjados de aço-liga de granulação fina exibem consistentemente 15–25% maior resistência à fadiga do que peças fundidas equivalentes da mesma composição de liga.
Fluxo de grãos controlado
Em um componente forjado, as linhas de fluxo da fibra - ou "linhas de fibra" - seguem o contorno do formato da peça, assim como a fibra da madeira segue o formato de um galho. Isto é especialmente crítico para ligas de aço forjadas usadas em peças rotativas, como virabrequins e peças brutas de engrenagens, onde a direção principal da tensão se alinha com o fluxo do grão, maximizando a resistência e a resistência à fadiga. Um virabrequim de barra usinada corta as linhas de fluxo de grãos, expondo propriedades transversais mais fracas exatamente nos locais de alta tensão.
Porosidade e Fechamento de Inclusão
Lingotes fundidos contêm porosidade de contração e poros de gás. As forças compressivas durante o forjamento – que em grandes prensas hidráulicas podem atingir 50.000–80.000 toneladas - solde esses poros e redistribua as inclusões não metálicas em cordas mais finas e dispersas. Este fechamento de vazios internos é medido pela taxa de redução de forjamento: uma taxa de redução de 4:1 é geralmente o mínimo necessário para garantir o fechamento adequado da porosidade, enquanto ligas de aço forjadas aeroespaciais críticas geralmente especificam 6:1 ou superior.
Melhoria de Propriedade Mecânica – Quantificada
Os dados que comparam o aço-liga 4340 fundido versus forjado ilustram a melhoria concretamente:
- Resistência à tração: Fundido ~900 MPa vs. Forjado ~1.080 MPa (temperado e revenido)
- Resistência ao escoamento: Fundido ~700 MPa vs. Forjado ~980 MPa
- Impacto Charpy (longitudinal): Fundido ~20 J vs. Forjado ~60–80 J
- Limite de fadiga (flexão rotativa): Fundido ~380 MPa vs. Forjado ~480 MPa
Essas diferenças explicam por que os componentes críticos para a segurança – flanges de vasos de pressão, discos de turbinas, semi-eixos automotivos – são quase exclusivamente produzidos como peças forjadas de liga de aço, em vez de peças fundidas.
Tipos de processos de forjamento usados para ligas de aço
Nem todo forjamento é igual, e o processo selecionado afeta significativamente a microestrutura, a tolerância dimensional e o custo do forjamento de liga de aço acabado.
Forjamento em matriz aberta (forjamento livre)
O tarugo é comprimido entre matrizes planas ou de formato simples, sem encapsulamento completo. Este processo é usado para componentes grandes e de baixo volume: eixos até 15 metros de comprimento , anéis com vários metros de diâmetro e blocos para vasos de pressão ou discos de turbina. O forjamento em matriz aberta permite ao operador reposicionar a peça repetidamente, alcançando altas taxas de redução e excelente solidez interna. A maioria das ligas de aço forjadas destinadas à geração de energia (rotores de turbinas, eixos de geradores) e à indústria pesada são peças forjadas de matriz aberta.
Forjamento em matriz fechada (matriz de impressão)
A liga de aço é confinada dentro de cavidades moldadas que forçam o metal a preencher a geometria da impressão. Este processo é adequado para formas de média complexidade em grandes volumes, como bielas automotivas, peças brutas de engrenagens, corpos de válvulas e flanges. Tolerâncias dimensionais de ±0,5 mm ou melhor, são alcançáveis. Os custos das matrizes são altos – um conjunto de matrizes de forjamento para uma biela pode custar de US$ 50.000 a US$ 200.000, dependendo do tamanho e da complexidade – mas os custos por peça caem drasticamente em volume.
Rolamento de Anel
Um processo de forjamento especializado onde uma pré-forma oca é progressivamente reduzida em espessura de parede e expandida em diâmetro entre um rolo acionado e um rolo intermediário. A laminação de anéis produz anéis sem costura com fluxo de grãos circunferencial contínuo que são ideais para pistas de rolamentos, flanges, aros de engrenagens e bicos de vasos de pressão. Peças forjadas de liga de aço produzidas por laminação de anéis em graus como 4140, 4340 e F22 (2,25Cr-1Mo) são componentes padrão em equipamentos de cabeça de poço de petróleo e gás e caixas de engrenagens industriais.
Forjamento isotérmico e quase isotérmico
Para ligas com janelas estreitas de trabalho a quente — incluindo aços para ferramentas de alta liga, ligas de titânio e superligas de níquel — as matrizes são aquecidas até perto da temperatura da peça para minimizar gradientes térmicos e evitar o endurecimento prematuro. Este processo produz microestruturas excepcionalmente consistentes, mas requer matrizes aquecidas (muitas vezes a 900–1.100°C ) e velocidades de impressão mais lentas, aumentando substancialmente os custos. Forjados isotérmicos com formato quase final minimizam a margem de usinagem, o que é valioso quando a liga em si é cara.
Tratamento térmico de Forjados de liga de aço
O forjamento define a estrutura do grão; o tratamento térmico determina a microestrutura final e as propriedades mecânicas. Para peças forjadas de aço-liga, as três principais sequências de tratamento são normalização, têmpera e revenido (Q&T) e recozimento.
Normalizando
O forjamento é aquecido a 30–50°C acima da temperatura crítica superior (Ac3) e resfriado a ar. Isto refina a estrutura do grão, alivia as tensões residuais de forjamento e produz uma microestrutura perlítico-ferrítica uniforme. O 4140 normalizado atinge uma resistência à tração de aproximadamente 655–860MPa , adequado para muitas aplicações estruturais sem tratamento adicional. A normalização também melhora a usinabilidade em comparação com a condição forjada.
Têmpera e Revenimento
Q&T é o tratamento padrão para ligas de aço forjadas que exigem máxima resistência e tenacidade. O forjamento é austenitizado (normalmente 840–870°C para a maioria dos tipos de Cr-Mo), depois rapidamente temperado em óleo ou água para formar martensita, seguido de revenido a 540–650°C para reduzir a fragilidade, mantendo a maior parte da resistência. Um forjamento 4340 temperado a 540°C atinge aproximadamente 1.470 MPa de resistência à tração e 1.172 MPa de limite de escoamento; o revenido a 650°C reduz a resistência para cerca de 1.030 MPa, mas aumenta a resistência ao impacto de ~28 J para ~80 J - uma compensação clássica entre resistência e tenacidade.
Recozimento de solução para peças forjadas de liga de aço inoxidável
Forjados inoxidáveis austeníticos (304, 316, 321) requerem recozimento em solução em 1.040–1.120°C seguido de rápida têmpera em água para dissolver carbonetos de cromo e restaurar total resistência à corrosão. Se o aço inoxidável austenítico for resfriado lentamente através da faixa de sensibilização (425-870°C) após o forjamento, os carbonetos de cromo precipitam nos limites dos grãos, esgotando as zonas adjacentes de cromo e deixando-as vulneráveis à corrosão intergranular – um fenômeno conhecido como sensibilização. O recozimento adequado da solução elimina esse risco.
Endurecimento por precipitação (envelhecimento)
Aplicado a aços inoxidáveis endurecidos por precipitação (17-4 PH, 15-5 PH) e aços maraging, o envelhecimento envolve manter o forjamento a uma temperatura específica - normalmente 480–620°C — para precipitar compostos intermetálicos finos (precipitados ricos em cobre em 17-4 PH; Ni₃Mo, Ni₃Ti em aço maraging) que bloqueiam o movimento de discordância e aumentam a dureza e a resistência. O 17-4 PH na condição H900 (envelhecido a 482°C) atinge resistência à tração de 1.310 MPa e rendimento de 1.170 MPa, com boa resistência à corrosão — tornando-o popular para peças forjadas de liga de aço estrutural aeroespacial, onde a redução de peso é importante.
Padrões de inspeção e qualidade para peças forjadas de liga de aço
Como as ligas de aço forjadas costumam ser críticas para a segurança, os requisitos de qualidade são intensos e normalmente definidos por padrões da indústria, especificações do cliente e códigos.
Padrões e especificações relevantes
- ASTM A105 — Forjados de liga de aço carbono para componentes de tubulação em temperatura ambiente
- ASTM A182 — Flanges e conexões de tubos de liga forjada ou laminada e aço inoxidável para serviços em altas temperaturas
- ASTM A336 — Forjados de liga de aço para componentes de pressão e alta temperatura
- ASTM A508 — Ligas de aço forjadas e revenidas para vasos de pressão, incluindo vasos de reatores nucleares
- AMS 6415 / AMS 6414 — Especificações de forjamento de liga de aço aeroespacial para grau 4340
- EN 10250 — Norma europeia para peças forjadas de aço em matriz aberta para fins de engenharia geral
- API 6A — Equipamento para cabeça de poço e árvore de Natal, cobrindo corpos de válvulas forjadas e carretéis em liga de aço
Métodos de testes não destrutivos
Grandes peças forjadas de aço-liga são rotineiramente submetidas a vários métodos de avaliação não destrutiva (NDE):
- Teste Ultrassônico (UT) — Detecta falhas internas (porosidade, inclusões, voltas) usando ondas sonoras de alta frequência. A sensibilidade normalmente é calibrada para detectar refletores com furo de fundo plano (FBH) de até 1,6 mm de diâmetro para peças aeroespaciais.
- Inspeção de Partículas Magnéticas (MPI) — Detecta descontinuidades superficiais e próximas à superfície em ligas de aço ferromagnéticas forjadas aplicando campo magnético e pó de ferro ou partículas fluorescentes.
- Teste de Líquido Penetrante (PT) — Usado para peças forjadas de liga de aço inoxidável não ferromagnéticas para detectar defeitos de ruptura de superfície.
- Teste Radiográfico (RT) — Exame de raios X ou raios gama para peças forjadas de geometria complexa onde o acesso UT é limitado.
A verificação das propriedades mecânicas – tração, rendimento, alongamento, redução de área, impacto Charpy – é sempre exigida dos cupons de teste representativos do calor. Pesquisas de dureza em vários locais confirmam a uniformidade do tratamento térmico através da seção transversal do forjamento.
Forjados de liga de aço em indústrias importantes
A demanda por peças forjadas de ligas de aço é amplamente distribuída pelas indústrias pesadas, cada uma com preferências distintas de ligas, impulsionadas pelo ambiente operacional.
Petróleo e Gás
Árvores de Natal de cabeça de poço, corpos de válvulas, flanges e cubos de conectores submarinos são produzidos como peças forjadas de liga de aço em graus como F22 (2,25Cr-1Mo), F91 (9Cr-1Mo) e aço inoxidável duplex 2205. Os componentes submarinos devem suportar pressões de até 15.000psi e temperaturas de –29°C a 180°C enquanto resiste à fissuração por tensão de sulfeto induzida por H₂S (SSC). NACE MR0175 / ISO 15156 especifica limites máximos de dureza (normalmente Máximo de 22 HRC ) para peças forjadas de aço-liga em ambientes de serviço ácidos para evitar SSC.
Geração de energia
Rotores de turbinas a vapor, eixos de geradores e corpos de válvulas para usinas de carvão, gás e energia nuclear representam algumas das maiores e mais exigentes ligas de aço forjadas já fabricadas. Um único rotor de turbina de baixa pressão para uma turbina a vapor de 1.000 MW pode pesar mais de 70 toneladas e requerem 100 horas de exame ultrassônico. As classes usadas incluem 26NiCrMoV14-5, 30CrMoV9 e, para plantas ultra-supercríticas, aços modificados com 9–12% Cr (P91, P92, CB2).
Aeroespacial e Defesa
Trem de pouso, pistões atuadores, anteparas estruturais e suportes de motor são produzidos como ligas de aço forjadas em 4340, 300M (4340 modificado com maior teor de silício e vanádio), Aermet 100 e 17-4 PH. 300M alcança resistências à tração superiores 1.930 MPa com boa tenacidade à fratura (KIC > 66 MPa√m), tornando-o o material de trem de pouso padrão para aeronaves comerciais e militares. Todas as ligas de aço forjadas aeroespaciais estão sujeitas a requisitos completos de rastreabilidade do material, desde o calor de fusão até a peça acabada.
Equipamentos Automotivos e Pesados
Virabrequins, bielas, árvores de cames, juntas de direção, cubos de roda e engrenagens de diferencial são todos produzidos como ligas de aço forjadas de matriz fechada. O mercado global de forjamento automotivo excedeu US$ 80 bilhões em 2023, com ligas de aço representando o segmento de maior volume. Os graus HSLA microligados (aços contendo vanádio 1548 e aços contendo nióbio) ganharam participação de mercado porque alcançam a resistência necessária após o resfriamento controlado da temperatura de forjamento sem uma etapa separada de Q&T – reduzindo o consumo de energia e o custo de fabricação.
Mineração e Construção
Dentes de caçamba, martelos trituradores, lábios de escavadeiras e brocas para aplicações de mineração usam peças forjadas de liga de aço em classes resistentes ao desgaste. O aço de liga de cromo-molibdênio com carbono médio-alto (0,35–0,50% C) tratado termicamente a 400–500 HB é típico para martelos trituradores. As brocas rotativas usam ligas de aço forjadas nas classes 4145H ou 4145 modificadas, tratadas termicamente para atender aos requisitos da Especificação API 7-1 para conexões de ferramentas de fundo de poço.
Como selecionar a liga de aço certa para componentes forjados
A seleção de ligas de aço para peças forjadas é uma decisão de engenharia multivariável. A estrutura a seguir cobre os critérios de seleção mais críticos.
Etapa 1: Definir o estado de tensão e o nível de resistência necessário
Carga de tração, fadiga, torção ou impacto? Um eixo giratório sofre flexão e torção cíclicas - a resistência à fadiga governa, apontando para peças forjadas de aço-liga limpas com granulação fina e alta limpeza. O invólucro de um vaso de pressão sofre tensão de tração biaxial em temperatura elevada - a resistência à fluência e a tenacidade à fratura governam, apontando para graus Cr-Mo como F22 ou F91.
Etapa 2: Avalie o Meio Ambiente
O forjamento entra em contato com fluidos corrosivos, gases ácidos, água do mar ou gases oxidantes em temperaturas elevadas? O serviço ácido exige limites de dureza e conformidade com a NACE. Ambientes marítimos podem exigir forjamentos de liga de aço inoxidável duplex. Ambientes oxidantes de alta temperatura requerem teores de cromo acima de 9% para resistência adequada à oxidação.
Etapa 3: Considere o tamanho da seção e a temperabilidade
Um eixo de 25 mm de diâmetro pode ser endurecido com um simples 4140. Um forjamento de 500 mm de diâmetro requer uma classe com temperabilidade muito maior – 4340, ou idealmente uma variante aprimorada com níquel – para garantir que o núcleo atinja a dureza desejada após a têmpera. Os gráficos de temperabilidade Grossmann e os dados de têmpera final Jominy para classes candidatas são as principais ferramentas para esta análise.
Etapa 4: avaliar a soldabilidade
Se o forjamento for soldado a tubulações ou placas, o equivalente de carbono (CE) rege o risco de rachaduras induzidas por hidrogênio. A fórmula IIW CE = C Mn/6 (Cr Mo V)/5 (Ni Cu)/15 deve estar abaixo 0,40% para soldagem sem pré-aquecimento; graus acima disso exigem pré-aquecimento, controle de temperatura entre passes e tratamento térmico pós-soldagem (PWHT), aumentando custo e cronograma.
Etapa 5: fatorar usinabilidade e custo
Classes de alta liga e alta dureza usinam mais lentamente e desgastam as ferramentas mais rapidamente, aumentando o custo de usinagem por peça. 4140 máquinas aproximadamente 40% mais rápido do que 4340 na mesma condição de tratamento térmico. Aços ferramenta e classes inoxidáveis de alta liga exigem ferramentas de metal duro por toda parte. O custo total de um forjamento de liga de aço inclui matéria-prima, forjamento, tratamento térmico, usinagem e inspeção – e a seleção da liga afeta todos eles.
Tendências emergentes em peças forjadas de liga de aço
A indústria de forjamento de ligas de aço não é estática. Os desenvolvimentos de materiais e as inovações de processos continuam a expandir o que é alcançável.
Aços HSLA microligados substituindo classes Q&T
Classes de alta resistência e baixa liga (HSLA) contendo pequenas adições de vanádio (0,06–0,12%), nióbio (0,03–0,06%) ou titânio atingem limites de escoamento de 550–700 MPa diretamente após o resfriamento controlado da temperatura de forjamento, eliminando o ciclo separado de têmpera e revenido. Isto economiza energia, reduz o risco de distorção e reduz o tempo de entrega. A adoção tem sido rápida em bielas automotivas e vigas de eixo de caminhões.
Limpeza e Metalurgia a Vácuo
As demandas por maior vida útil à fadiga em aplicações aeroespaciais e de energia estão empurrando os produtores de forjamento de ligas de aço para a fusão por indução a vácuo (VIM), seguida pela refusão por arco a vácuo (VAR) ou refusão por eletroescória (ESR). O aço de liga dupla fusão VIM VAR atinge o teor de oxigênio abaixo 10 ppm e enxofre abaixo de 5 ppm, em comparação com 20–30 ppm de oxigênio no forno elétrico a arco padrão mais produção de refino-panela. A redução nas inclusões não metálicas se traduz diretamente na melhoria da vida útil em fadiga de alto ciclo – às vezes por um fator de 2–3×.
Desenvolvimento de forjamento baseado em simulação
A modelagem de elementos finitos (FEM) de processos de forjamento usando software como DEFORM, FORGE ou Simufact agora permite que os engenheiros de forja prevejam o fluxo do metal, a distribuição de deformação, a evolução da temperatura e o preenchimento da matriz antes de qualquer teste físico. Isso reduz o número de testes de forjamento necessários para novos projetos de forjamento de ligas de aço de 5 a 10 iterações para 1 a 2 em muitos casos, reduzindo substancialmente o custo de desenvolvimento e o tempo de lançamento no mercado.
Práticas Sustentáveis de Forjamento
A produção de aço em fornos elétricos a arco (EAF) usando sucata já domina a produção de ligas de aço. A próxima onda envolve a substituição do aquecimento a combustão a gás natural por aquecimento por indução ou fornos de resistência elétrica para aquecimento de tarugos, reduzindo as emissões de CO₂ de escopo 1 da planta de forjamento. Várias empresas europeias de forja comprometeram-se a metas de neutralidade carbónica até 2040 , com eletrificação do aquecimento como alavanca primária. Ao mesmo tempo, o forjamento com formato quase perfeito - minimizando o material removido na usinagem - reduz o desperdício de material, o que é importante dado o custo das ligas de aço especiais.